
-
Products
-
-
 Mobile Machinery Cylinders
Mobile Machinery Cylinders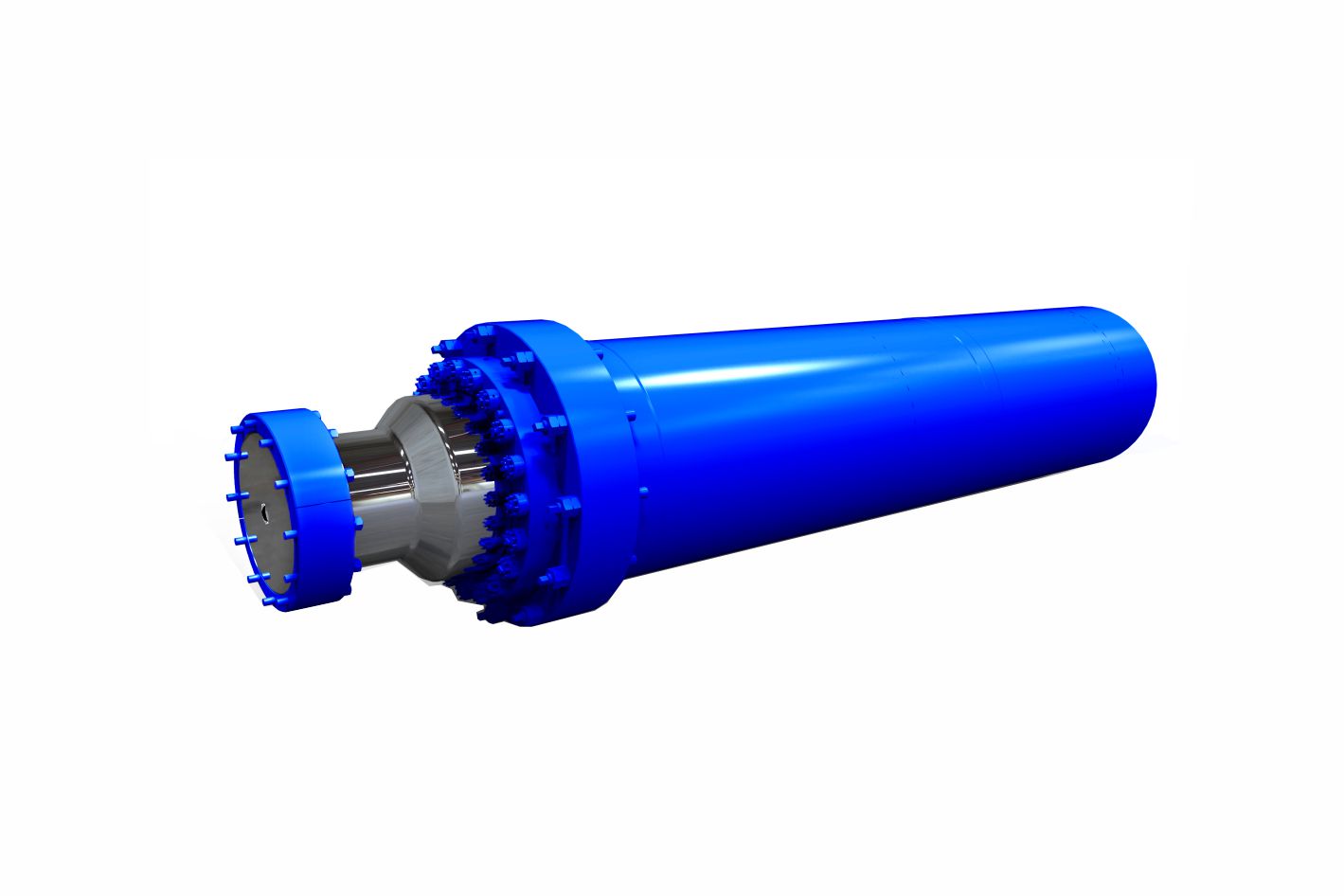 Industrial Engineering Cylinders
Industrial Engineering Cylinders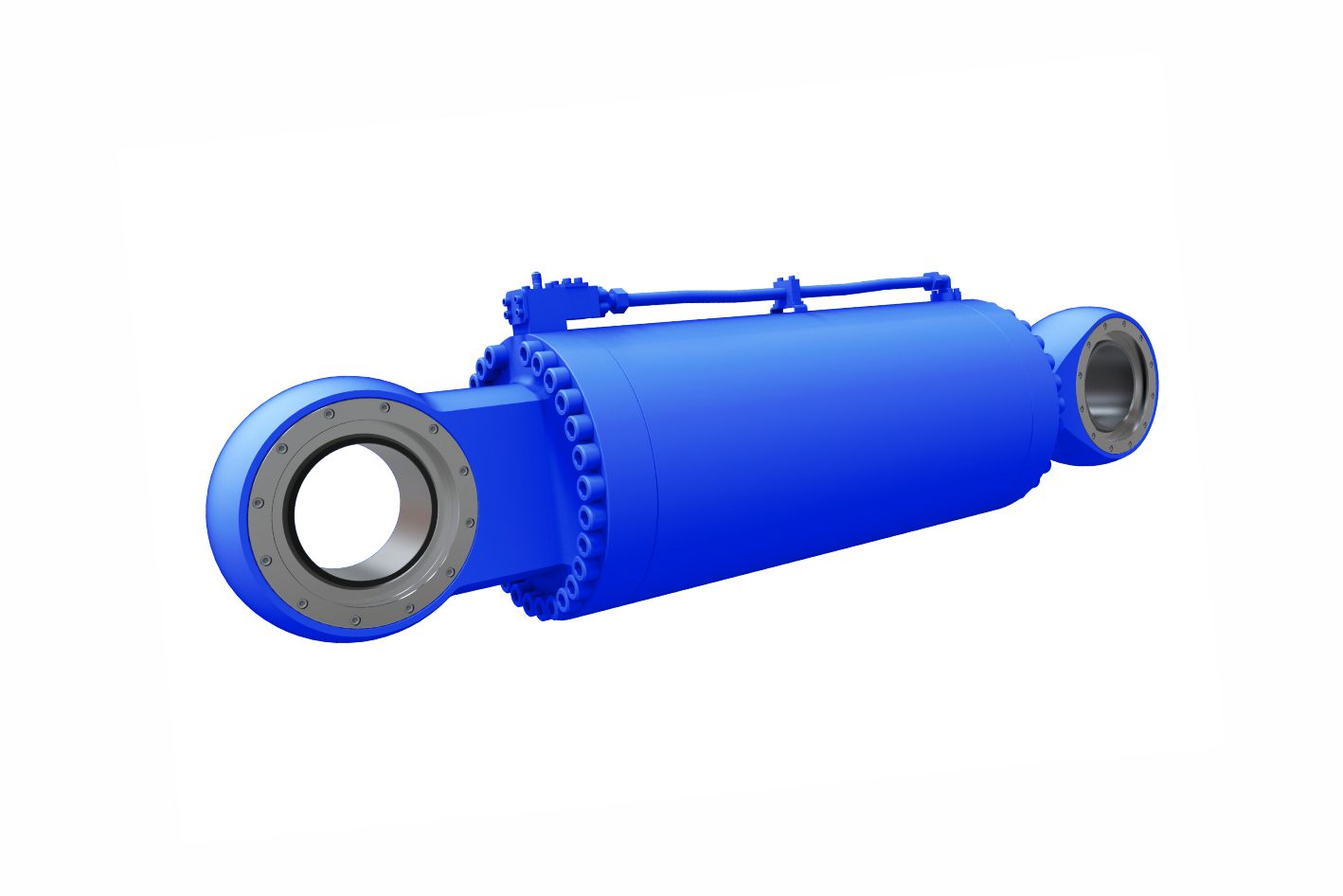 Offshore Cylinders
Offshore Cylinders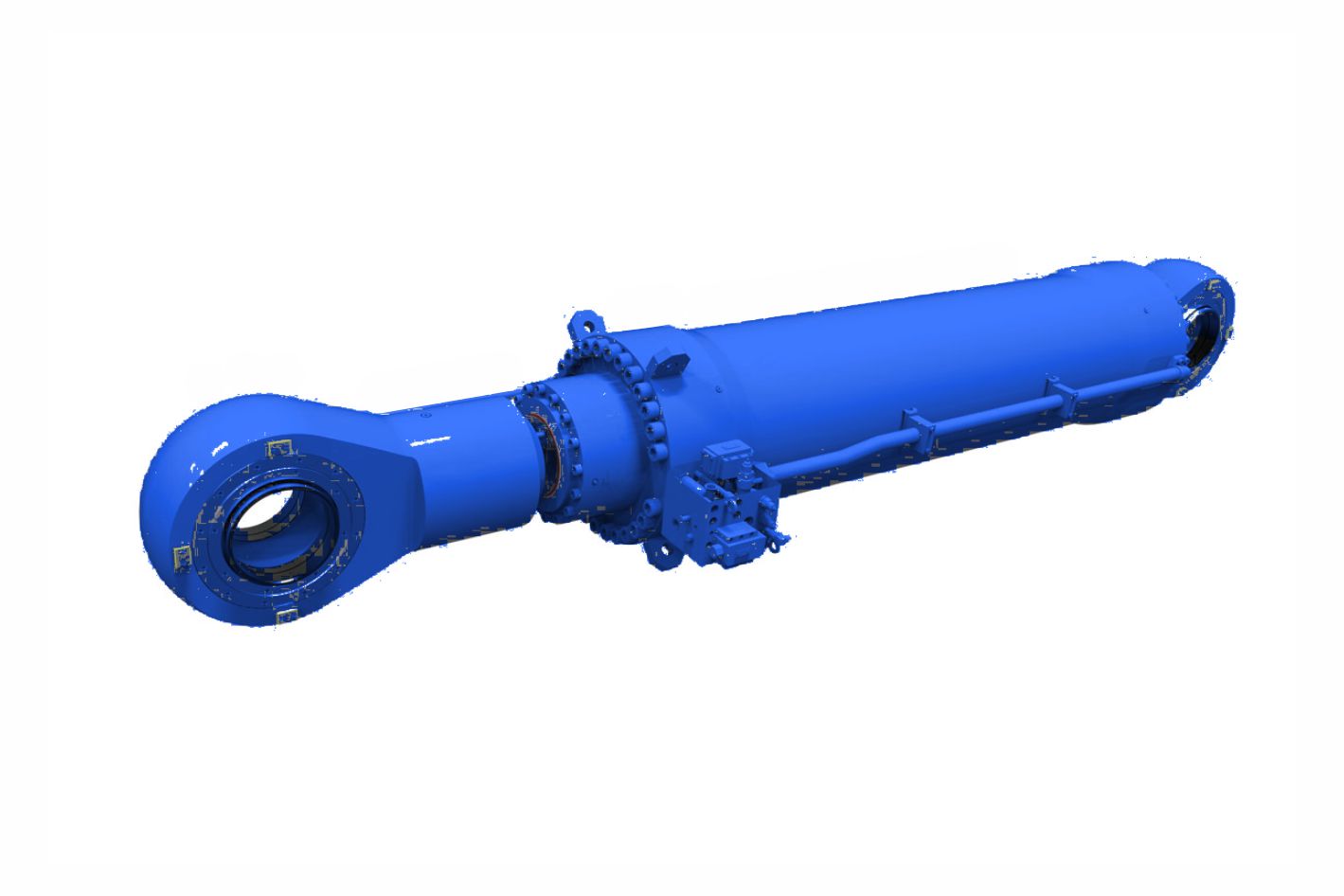 Energy Technology Cylinders
Energy Technology Cylinders Tunnel Boring Machine Cylinders
Tunnel Boring Machine Cylinders
-
-
-
-
-
-
-
-
-
-
Offshore Hydraulic SystemHeavy Industry Hydraulic System
-
-
-
-
















 Directional Valve
Directional Valve 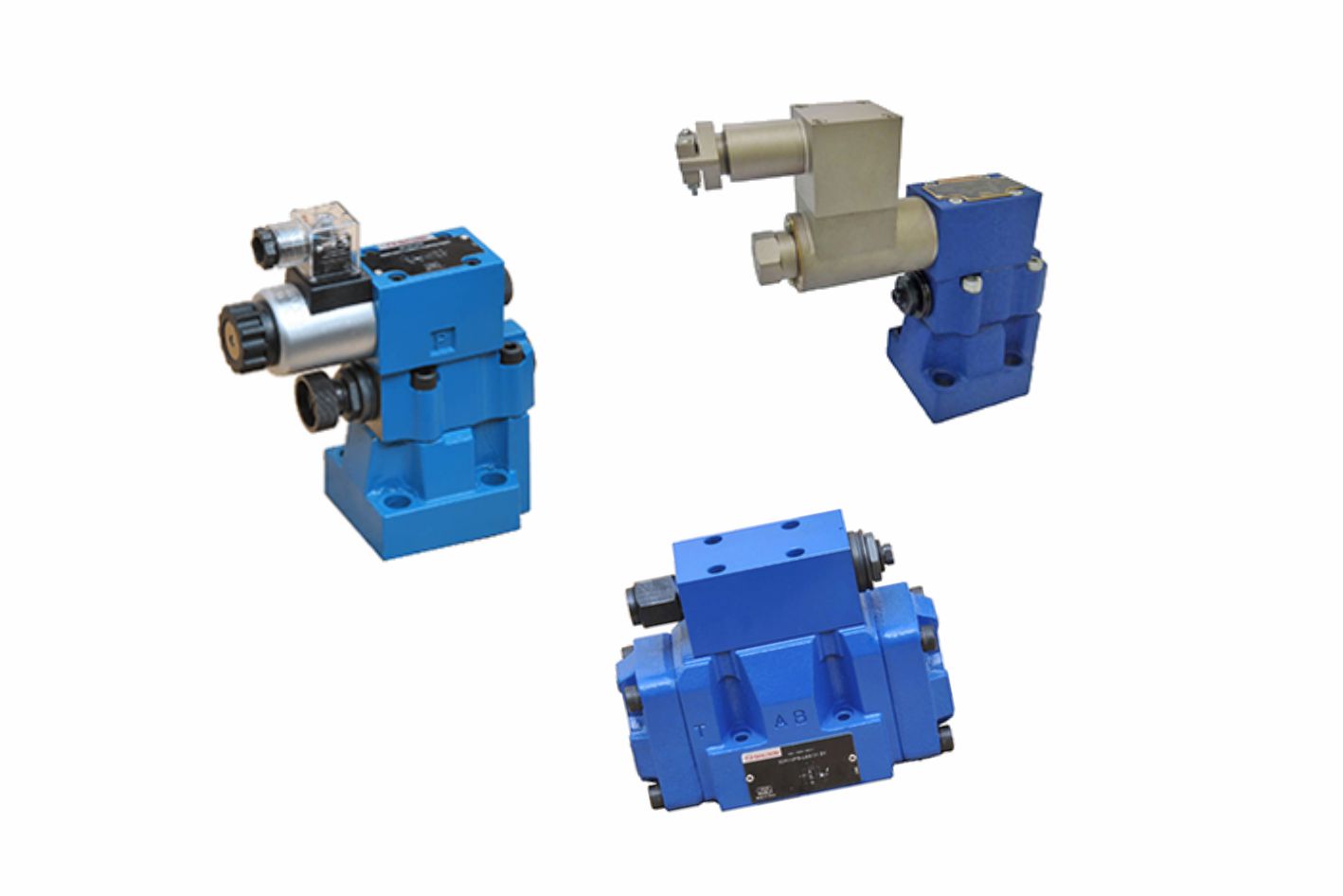 Pressure Valve
Pressure Valve  Flow Valve
Flow Valve 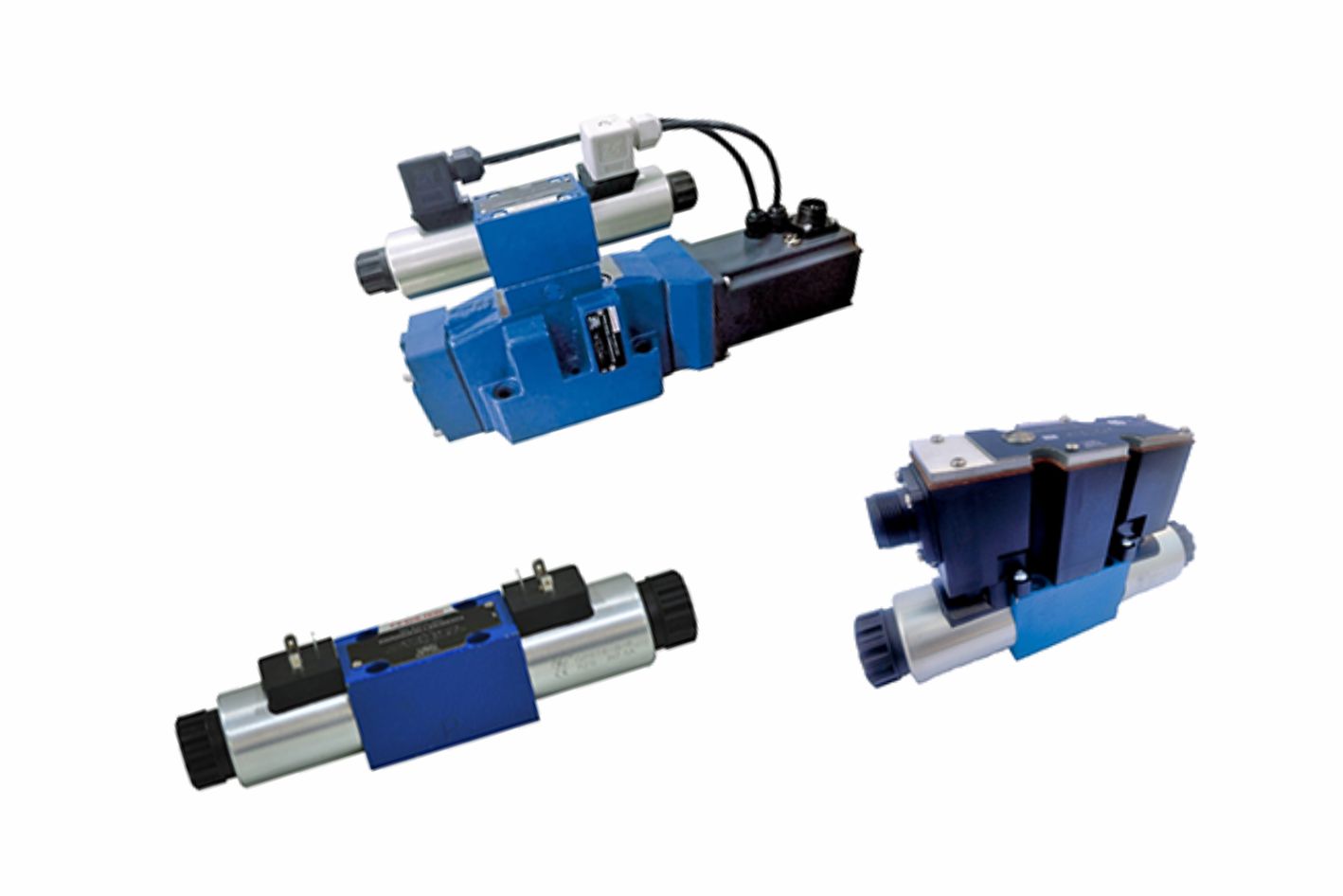 Proportional/Servo Valve
Proportional/Servo Valve  Cartridge Valve
Cartridge Valve  Other
Other  Solenoid On/Off Controls
Solenoid On/Off Controls  Electro-Proportional Valves
Electro-Proportional Valves  Pressure Controls
Pressure Controls  Directional Controls
Directional Controls  Flow Controls
Flow Controls  Logic Valves
Logic Valves 










































-
Products

-
Hydraulic Cylinders
-
Mobile Machinery Cylinders
-
Industrial Engineering Cylinders
-
Offshore Cylinders
-
Energy Technology Cylinders
-
Tunnel Boring Machine Cylinders
-
-
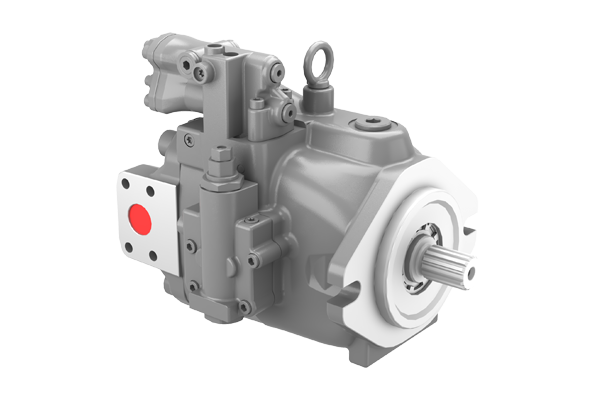
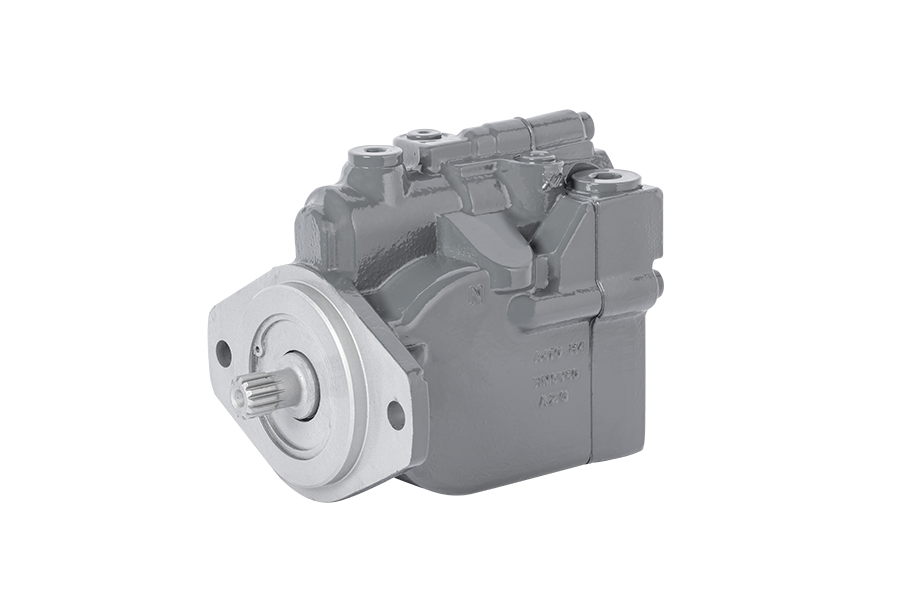
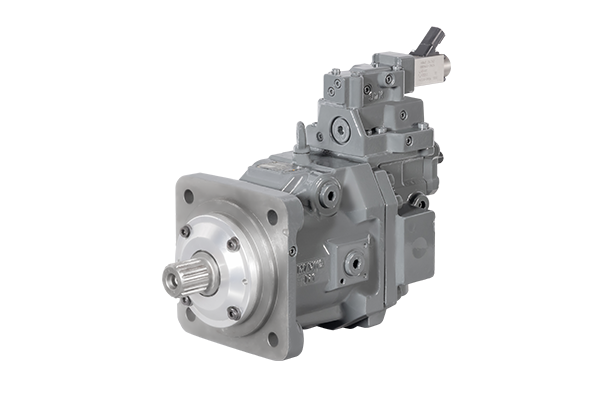
Hydraulic Pumps
-
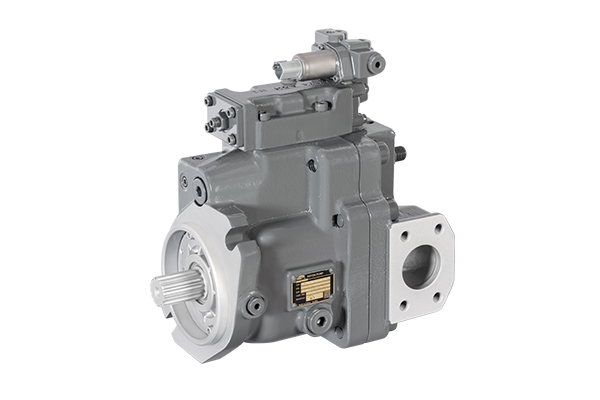
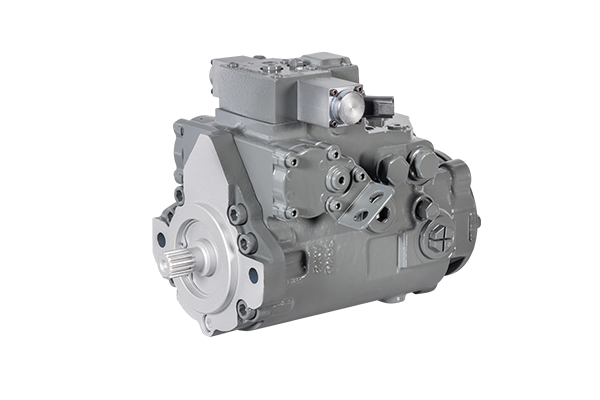
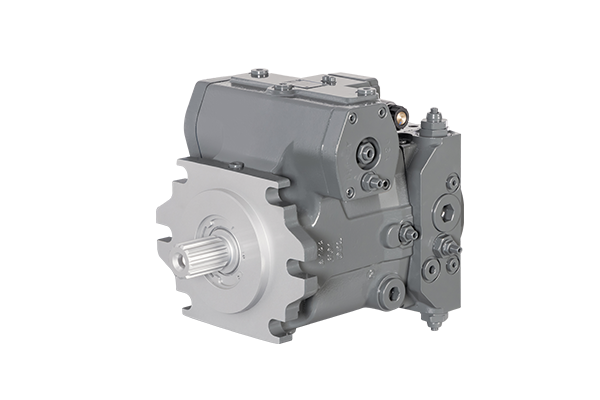
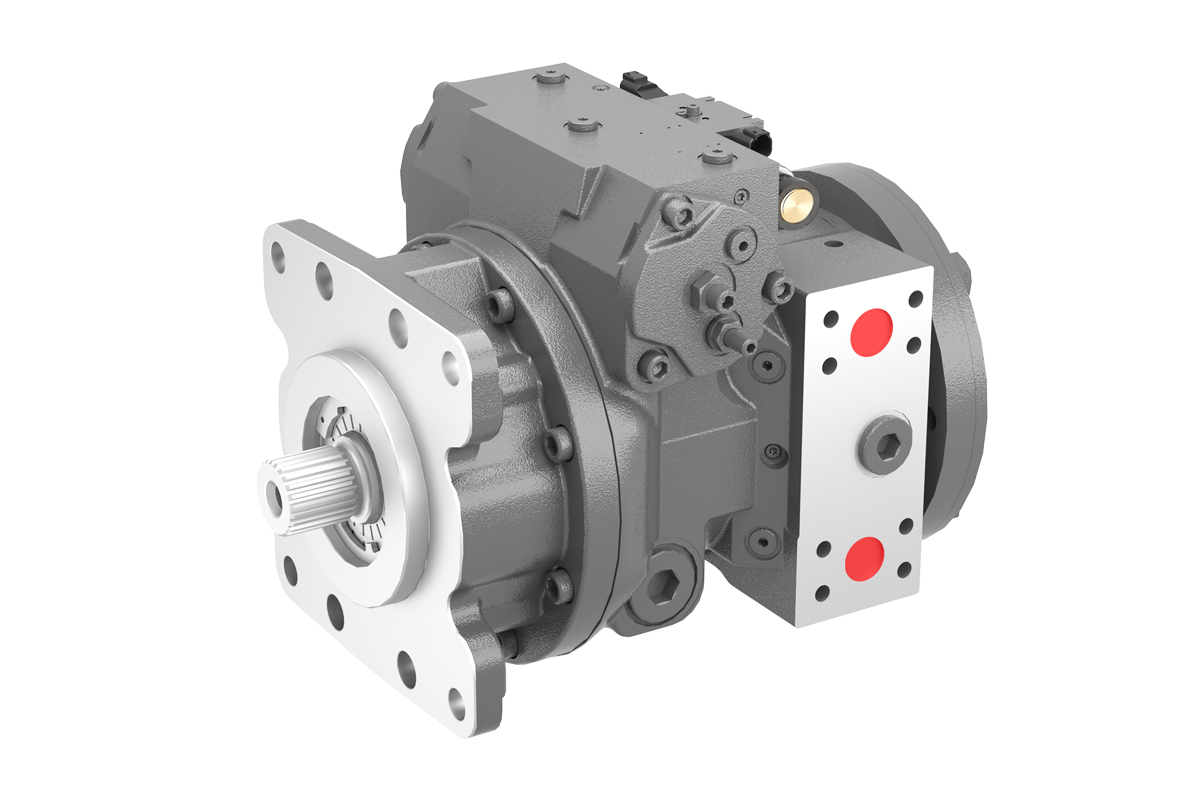
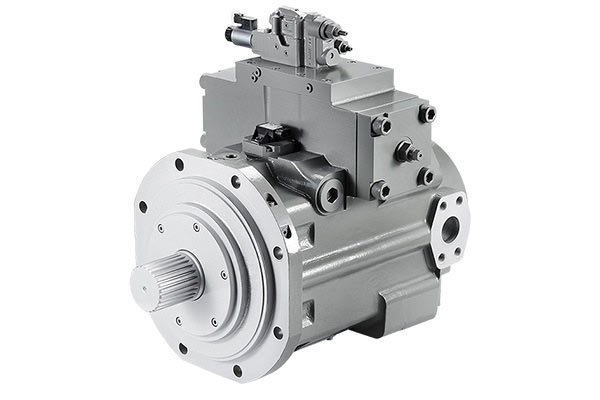
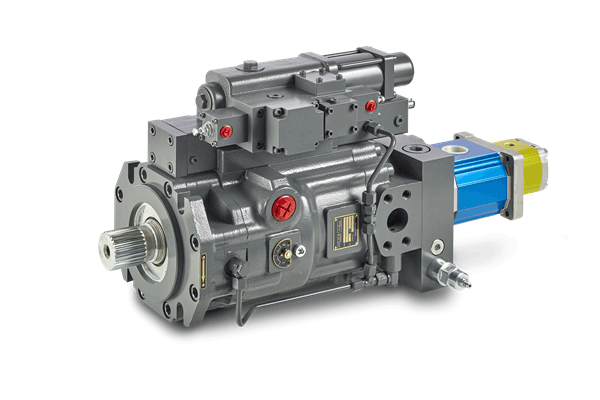
Hengli Piston Pumps
-
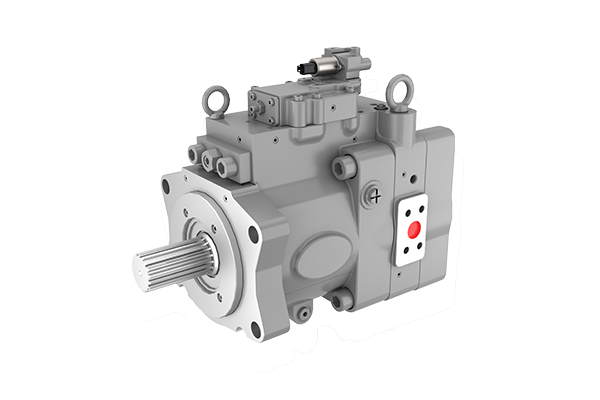
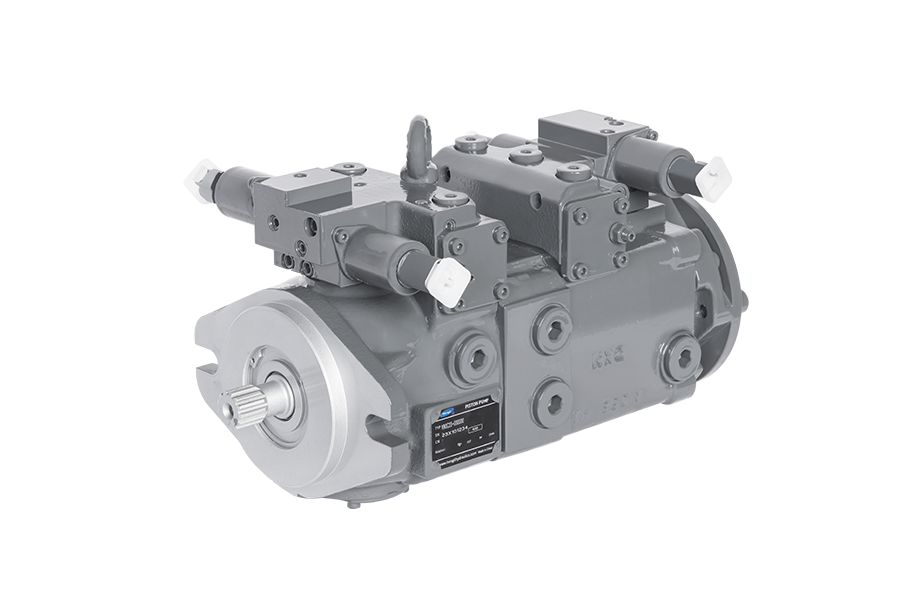
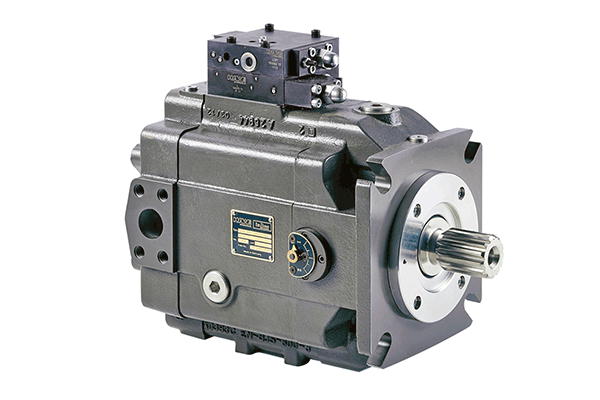
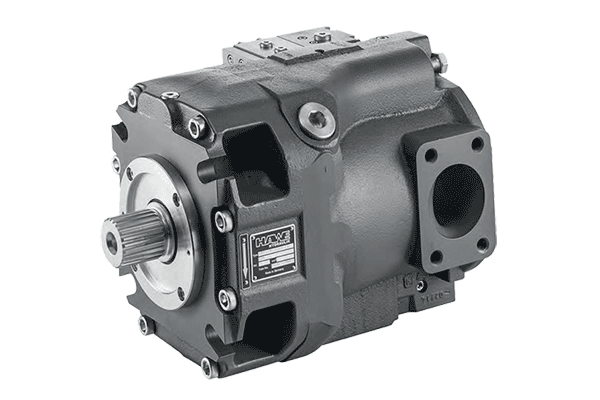
InLine Piston Pumps
-
-
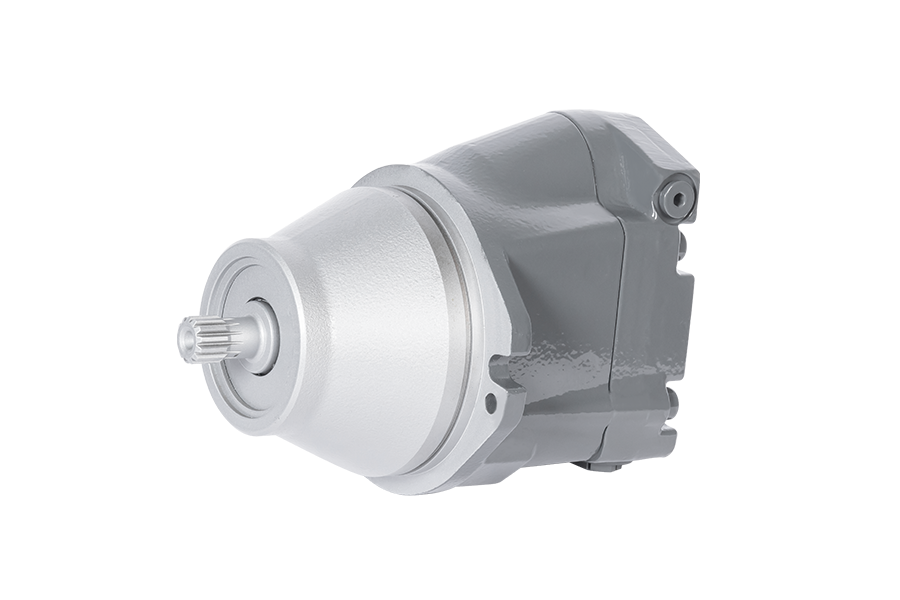
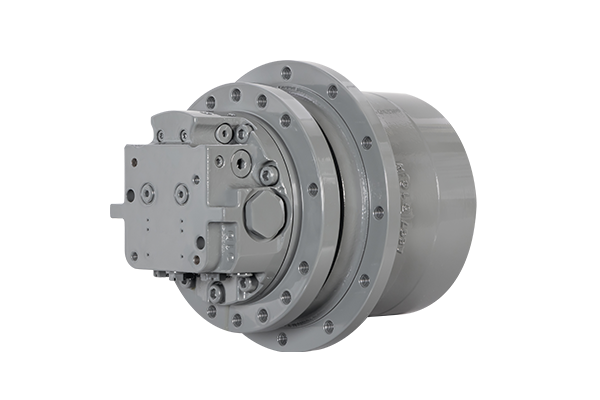
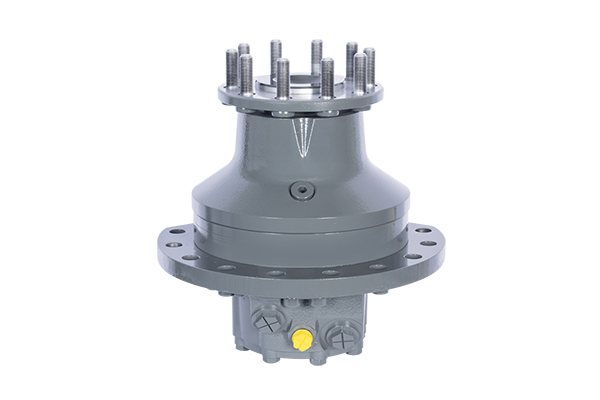
Hydraulic Motors
-
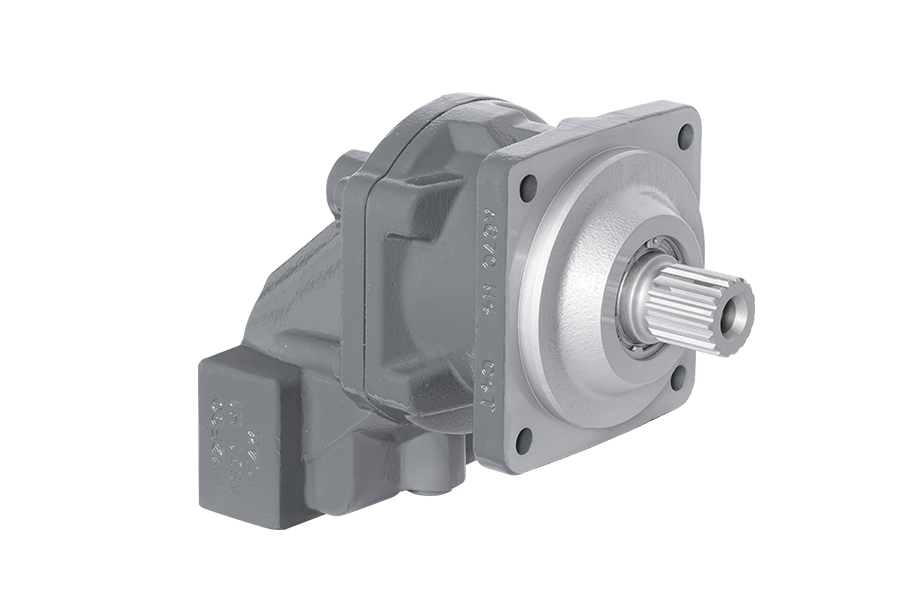
Fixed Displacement Motor
-
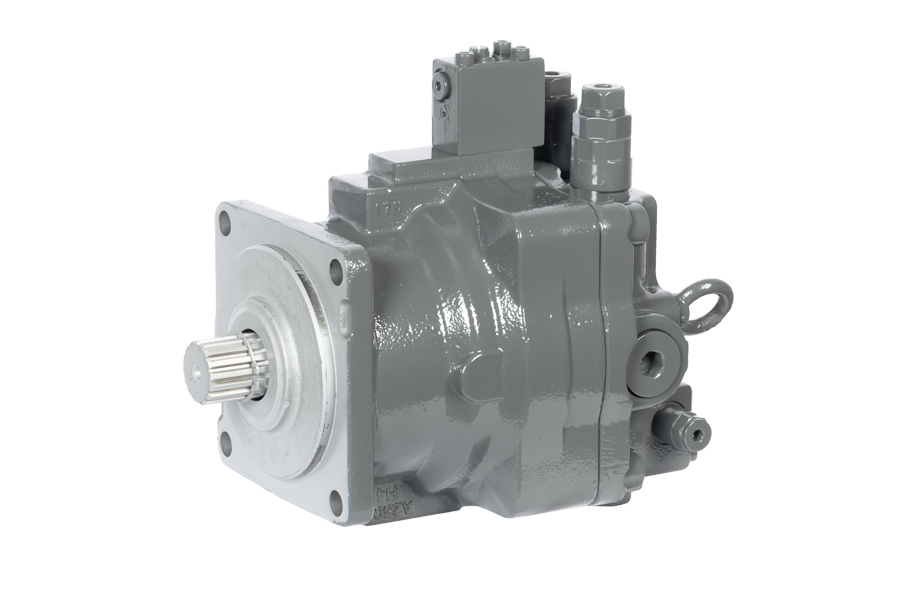
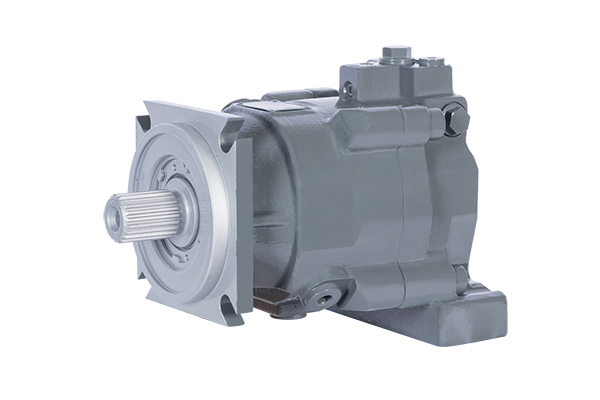
Variable Motor
-
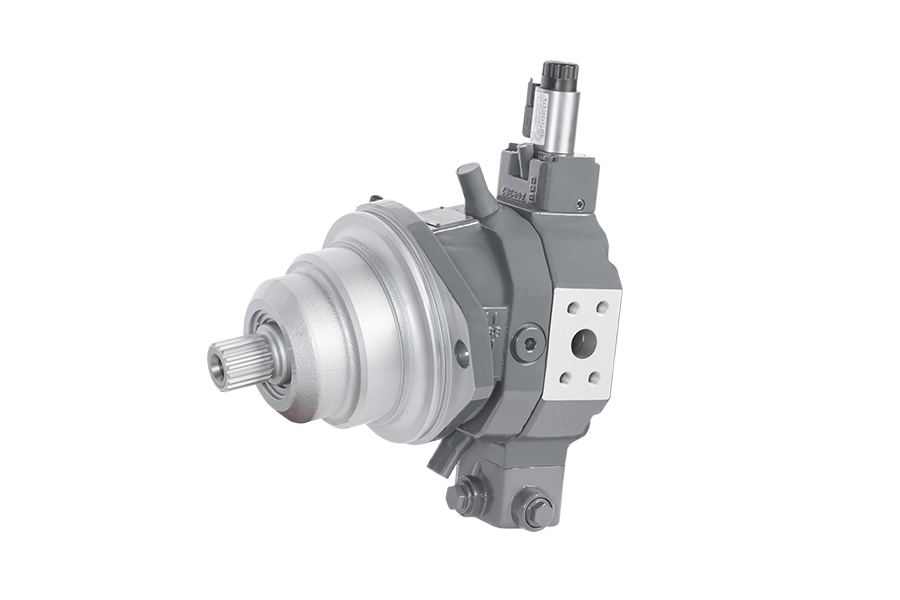
Radial Piston Motor
-
-
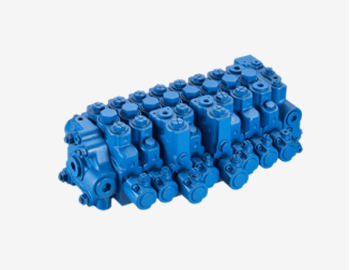
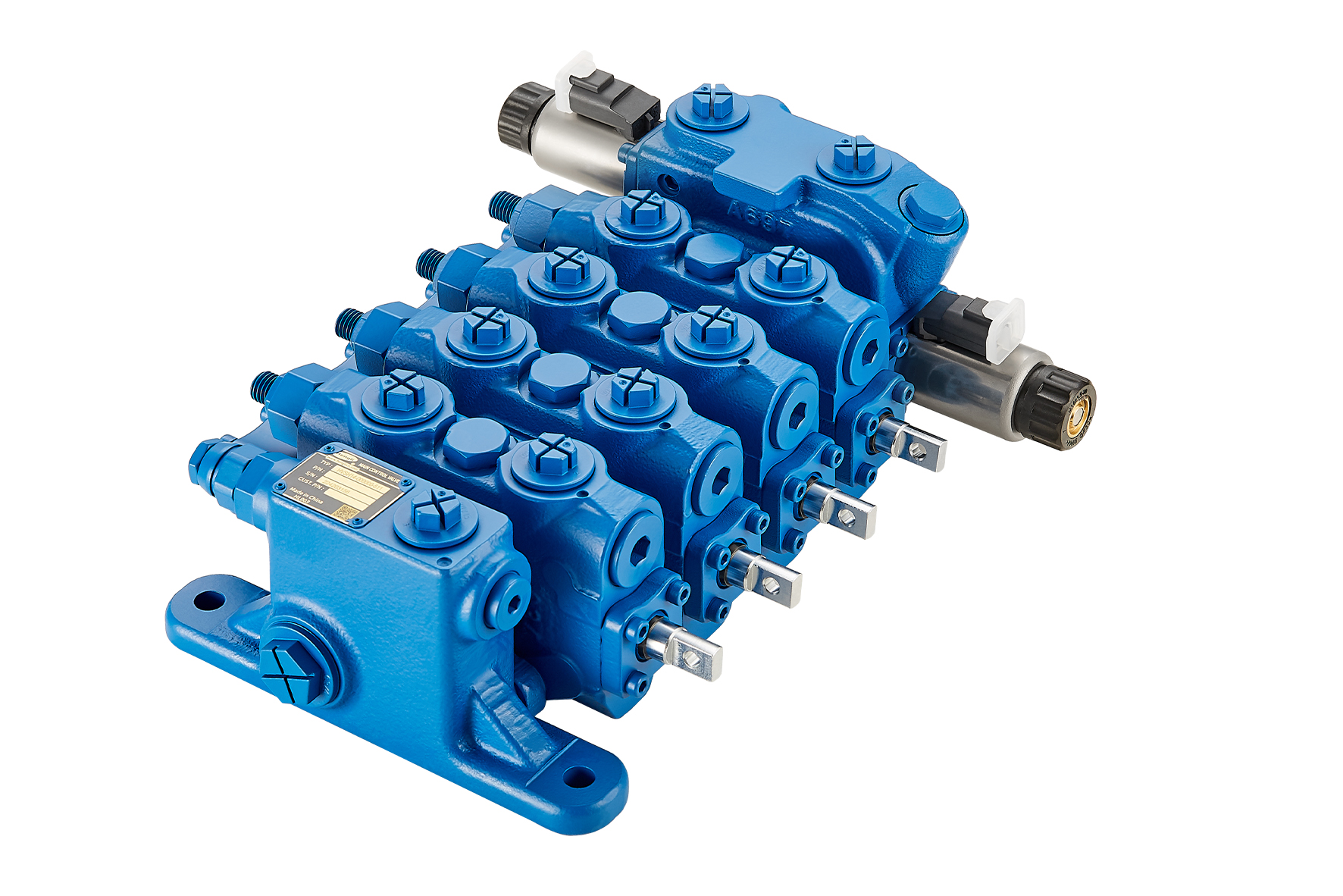
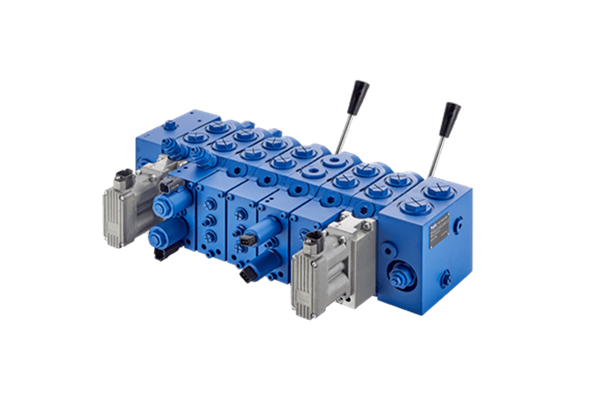
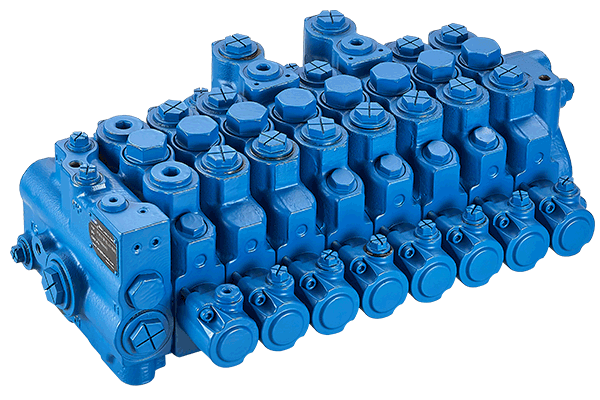
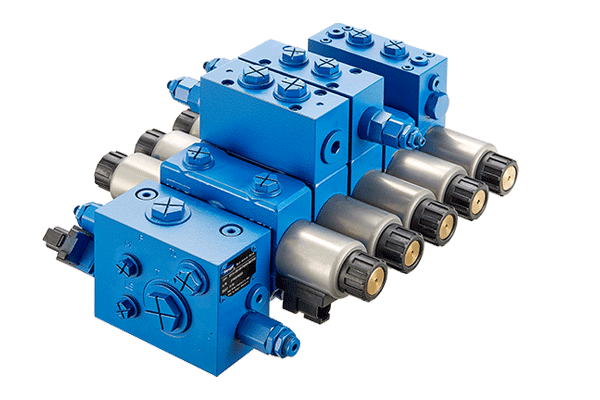
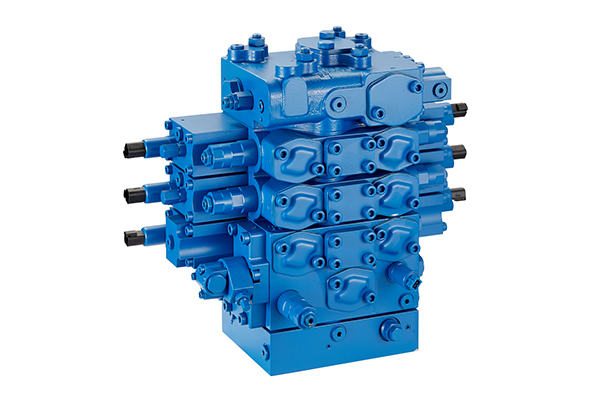
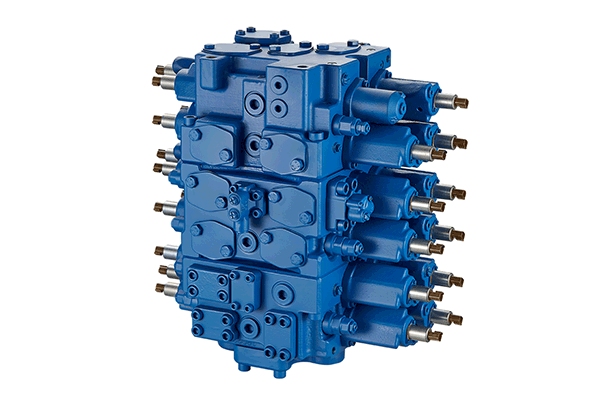
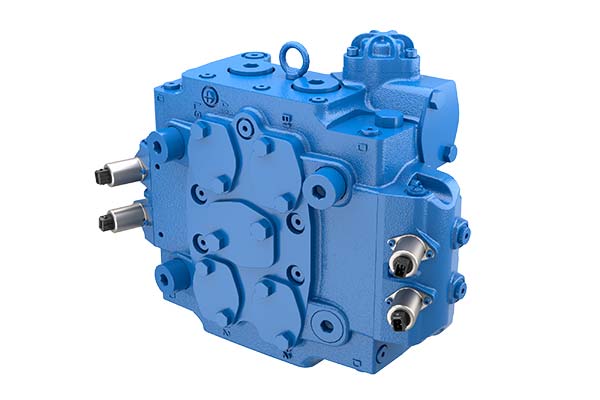
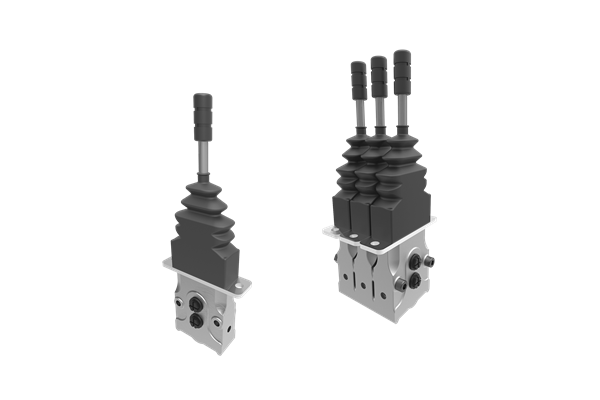
Mobile Control Valves
-
Multi-way Control Valves
-
Pilot Control
-
Motion Valve
-
-
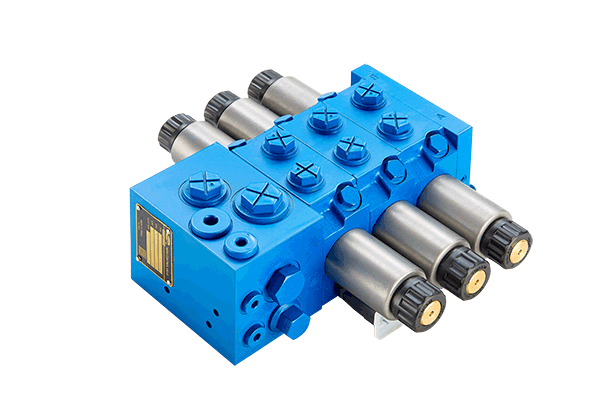
Industrial Hydraulic Valves
-
-
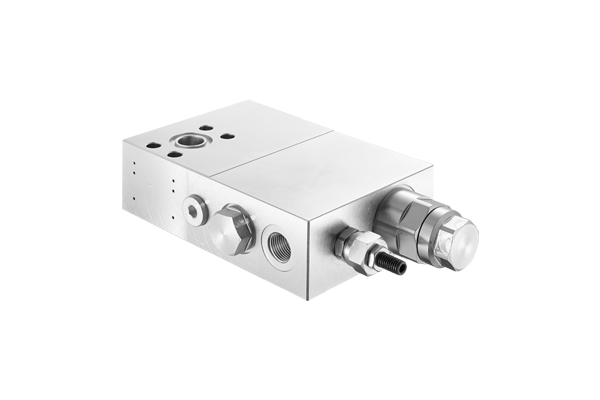
Cartridge Valve
-
-
Orbital Motor
-
HCW
-
HCG
-
HCP
-
HSD
-
HRD
-
HDL
-
HBK
-
HCLB
-
HVA
-
HBA
-
HCL
-
HSP
-
SB4-L1X28
-
-
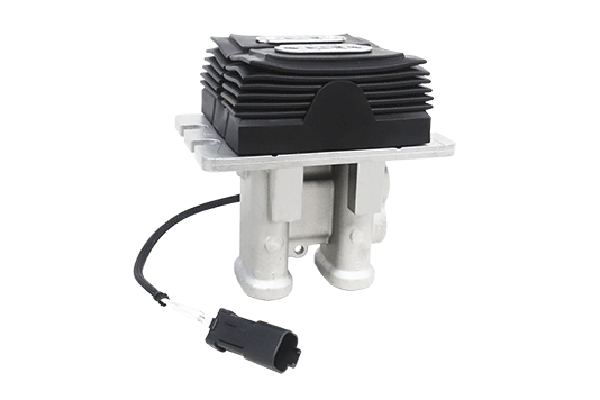
Electronic Control
-
-
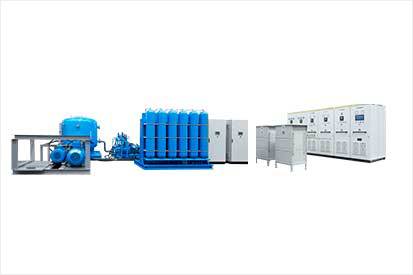
Hydraulic Systems
-
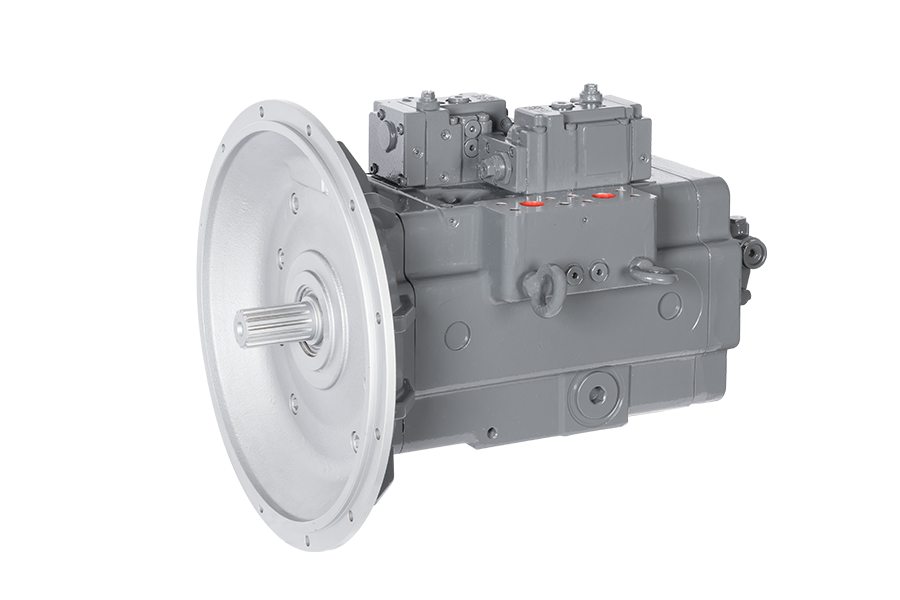
Offshore Hydraulic System
-
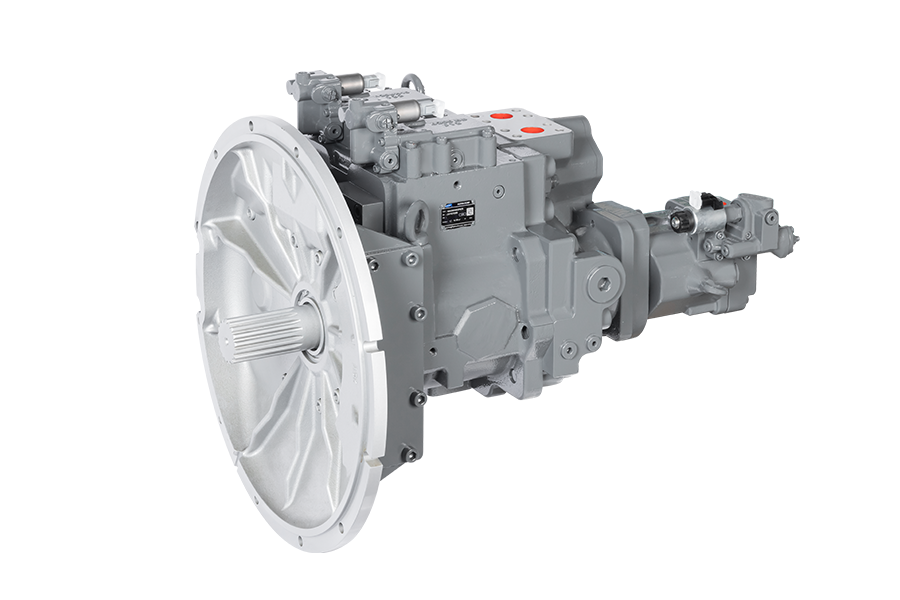
Heavy Industry Hydraulic System
-
Test Benches
-
-
High Precision Cast Iron
-
-
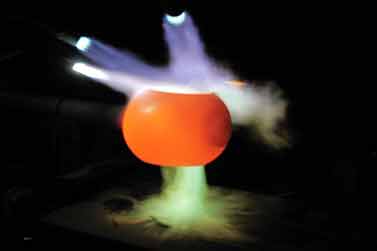
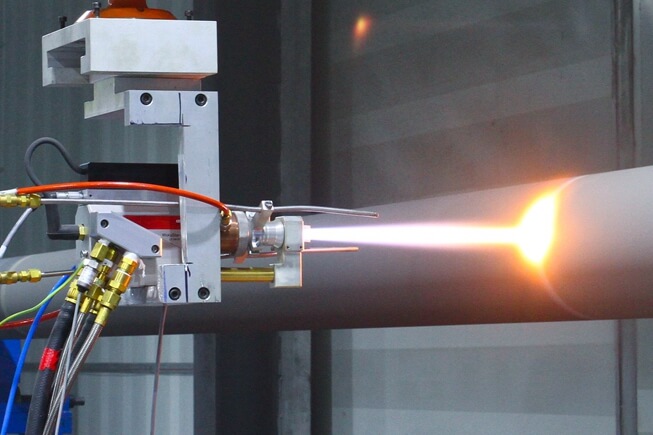
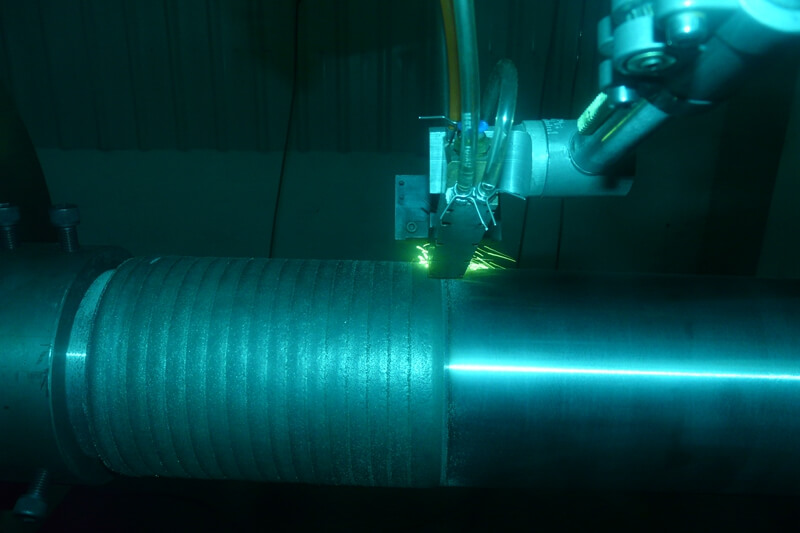
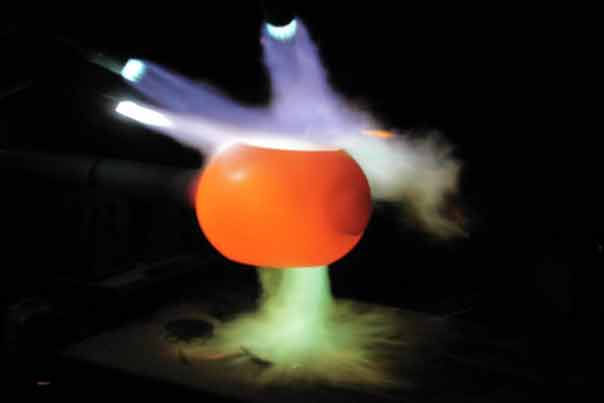
Thermal Spray
-
-
-
Applications
-
Mobile Machinery
-
Construction Machinery
-
Material Handling
-
-
Agricultural Machinery
-
Harvesting machinery
-
-
Industrial Engineering
-
Metallurgical Die Casting
-
-
-
-
-
-
Offshore
-
Marine Engineering Equipment
-
Offshore Platform
-
Port Machinery
-
-
Energy Technology
-
Oil and Gas Extraction
-
New Energ
-
-
Tunnel Boring Machine
-
Tunneling Equipment
-
Tunnel Reinforcement
-
-
-
About Us
-
News
-
Service
-
Global Webs



 Contact
Contact Product Advantages
Product Advantages
 Technical Specs
Technical Specs