
-
Produkte
-
-
 Mobile Maschinenzylinder
Mobile Maschinenzylinder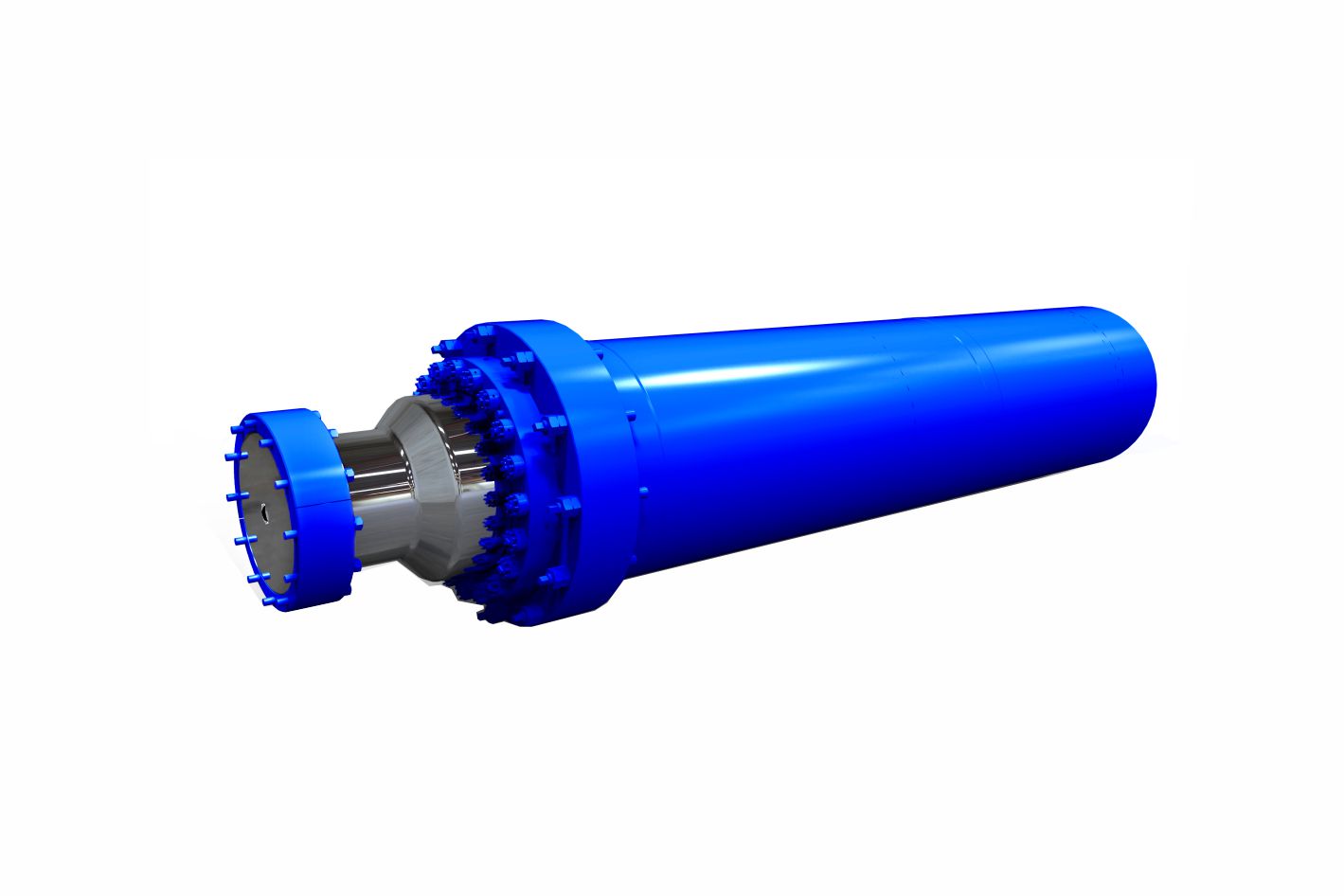 Industrielle Maschinenzylinder
Industrielle Maschinenzylinder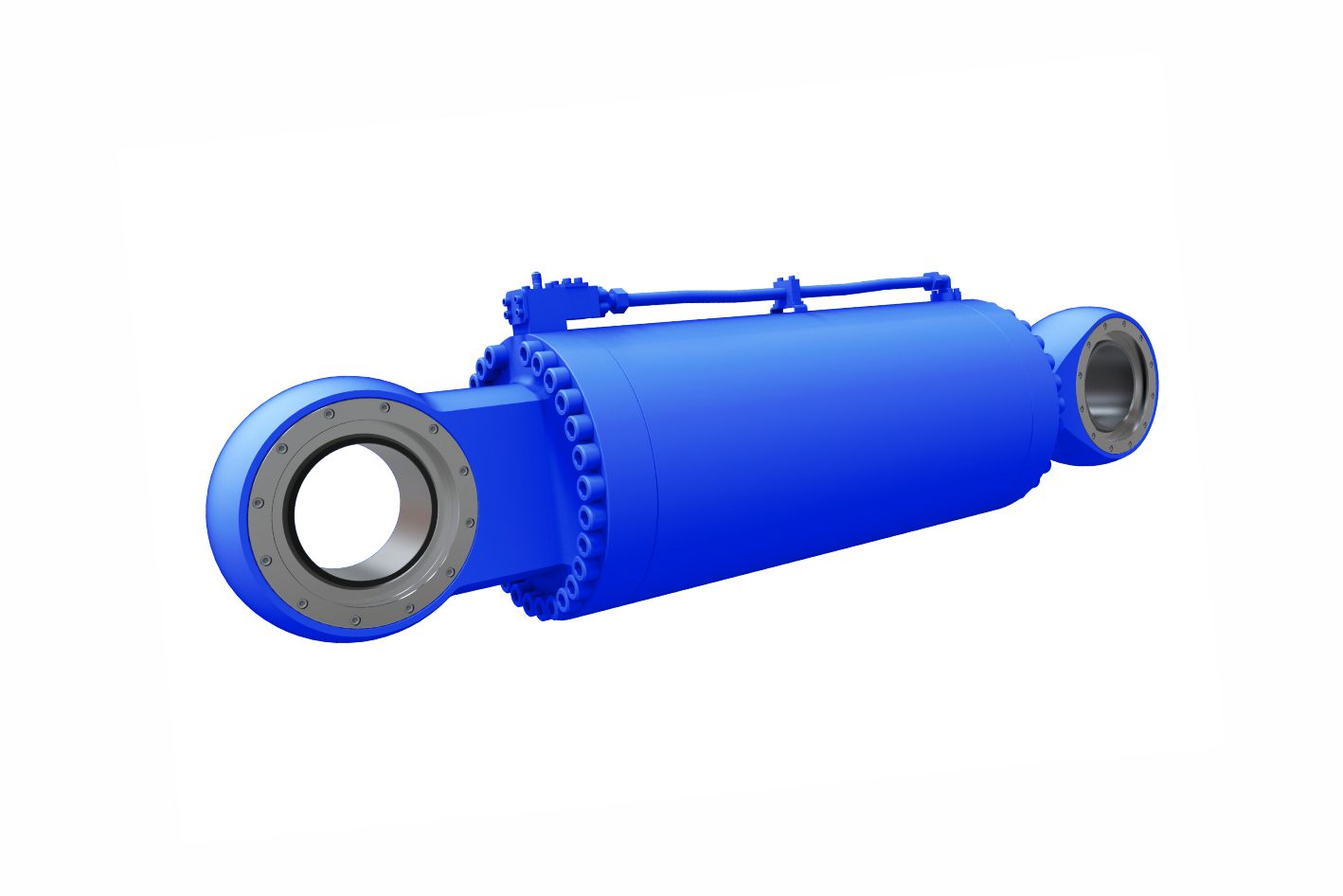 Offshore Zylinder
Offshore Zylinder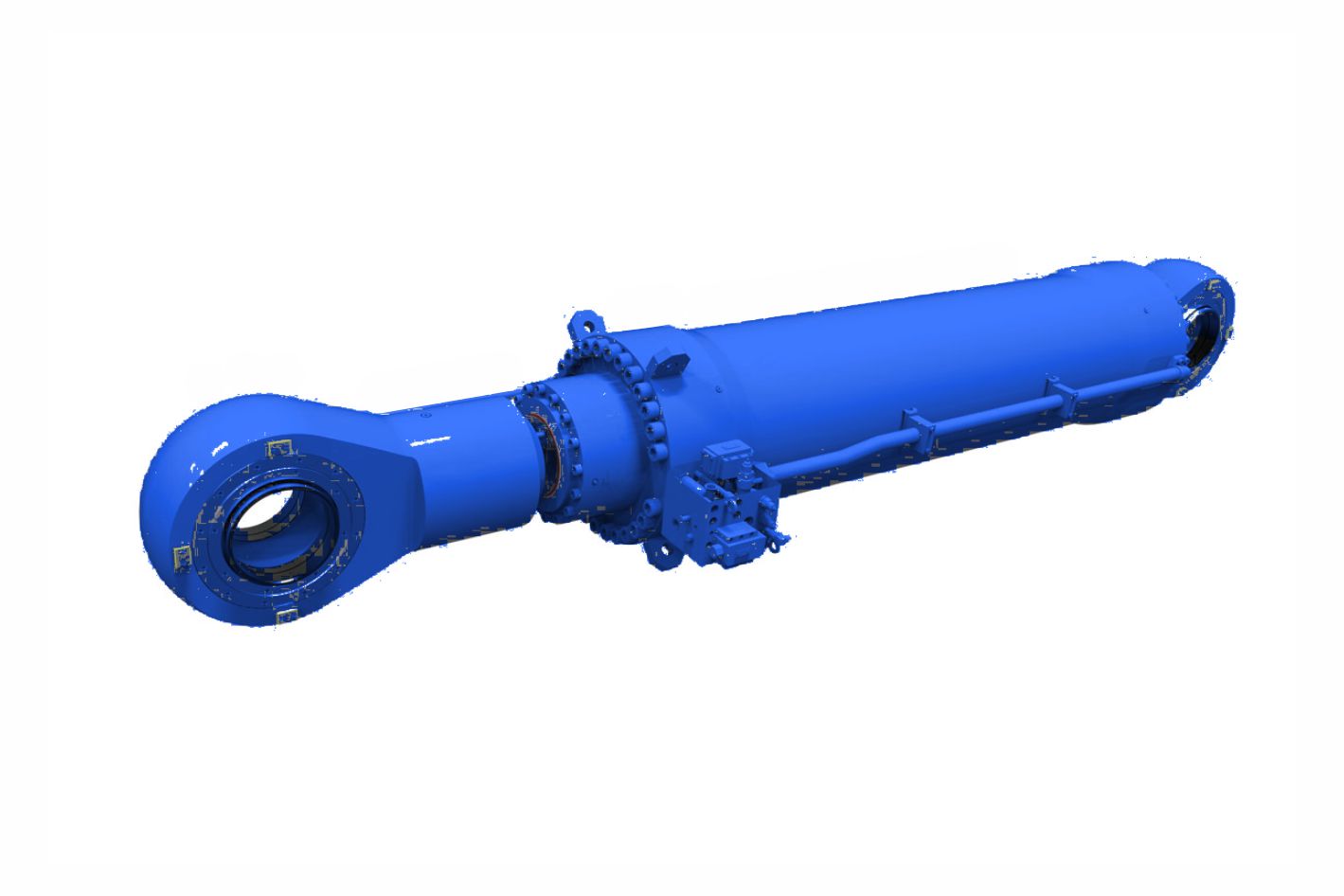 Energietechnische Zylinder
Energietechnische Zylinder Tunnelbohrmaschinelle Zylinder
Tunnelbohrmaschinelle Zylinder
-
-
-
-
-
-
-
-
-
-
Offshore HydrauliksystemSchwerindustrie Hydraulisches System
-
-
-
-















 Ventil Richtung
Ventil Richtung  Druckventile
Druckventile  Überlaufventil
Überlaufventil  Ventil Proportional/Servo
Ventil Proportional/Servo  Ventil für Patronen
Ventil für Patronen  Sonstige
Sonstige  Schaltbare Magnetventile
Schaltbare Magnetventile  Proportional-Magnetventile
Proportional-Magnetventile  Druckventile
Druckventile  Wegeventile
Wegeventile  Stromventile
Stromventile  Logische Ventile
Logische Ventile 






































-
Produkte

-
Zylinder
-
Mobile Maschinenzylinder
-
Industrielle Maschinenzylinder
-
Offshore Zylinder
-
Energietechnische Zylinder
-
Tunnelbohrmaschinelle Zylinder
-
-
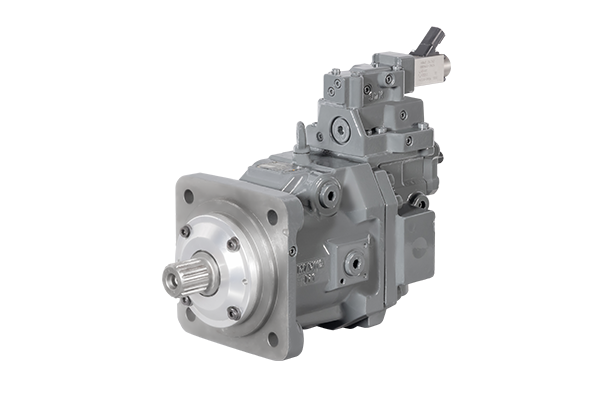
Pumpen
-
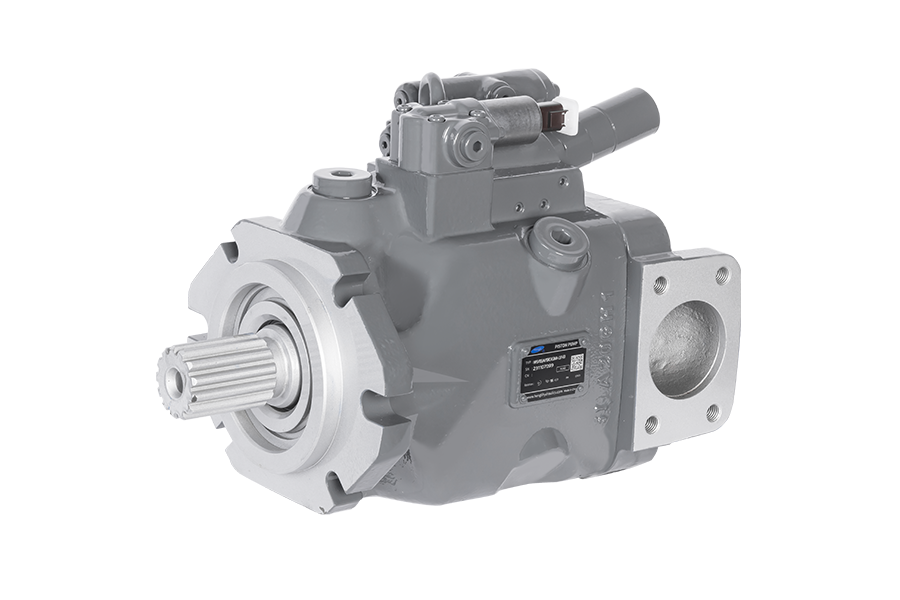
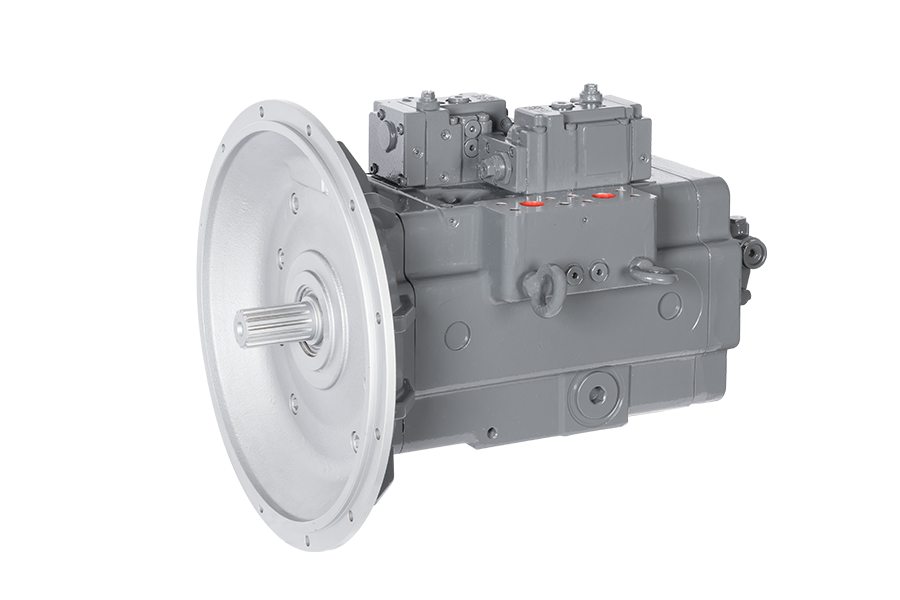
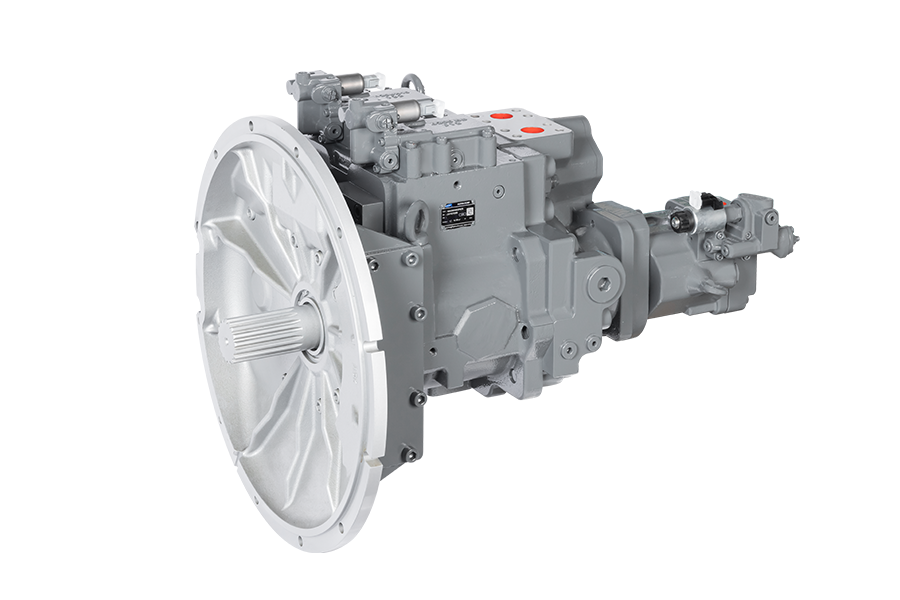
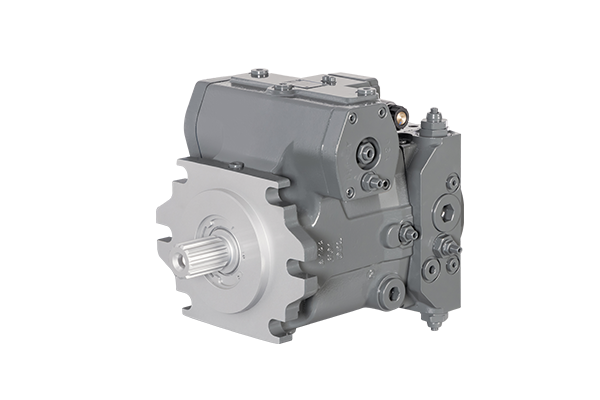
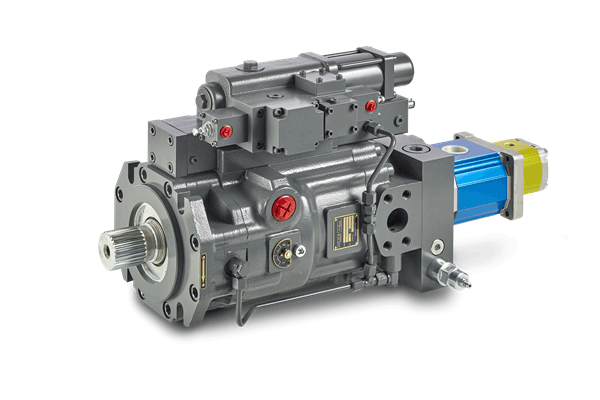
Hengli-Hochdruckkolbenpumpen
-
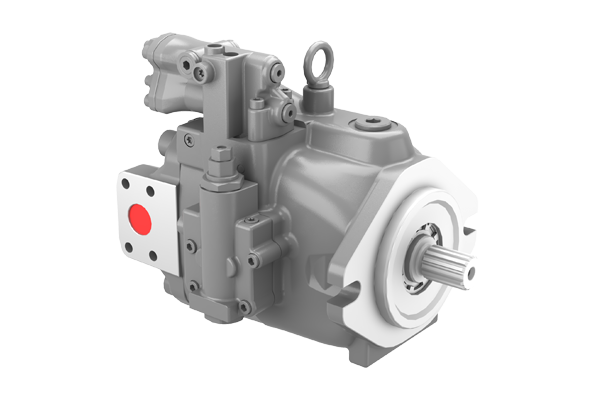
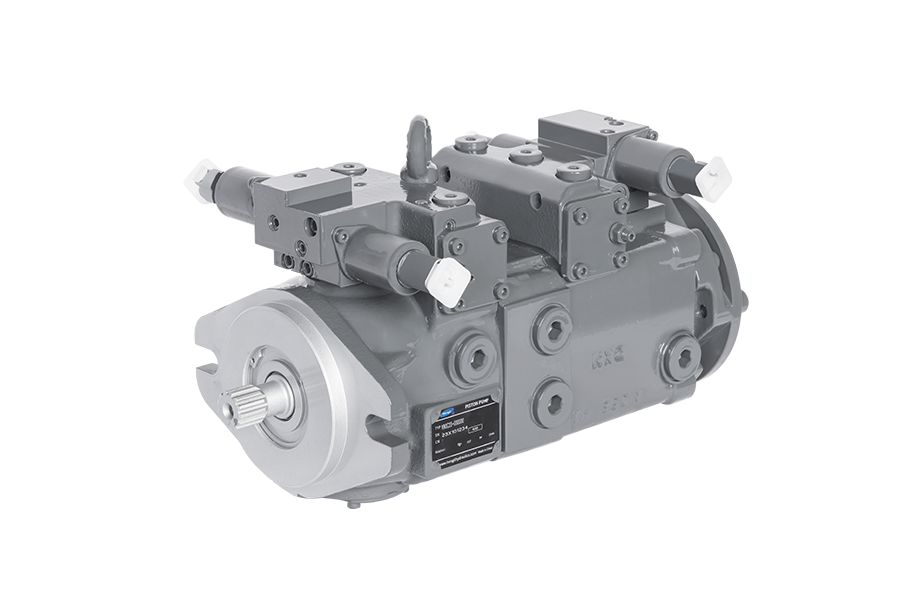
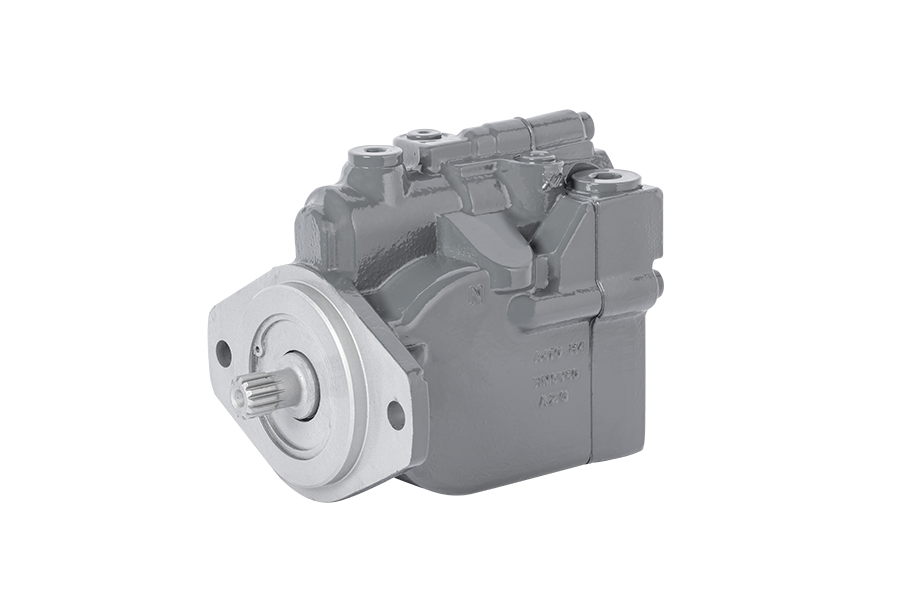
HP5V Offener Kreislauf Pumpe
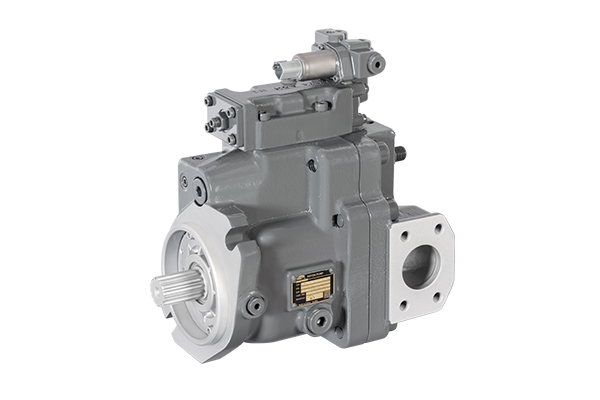
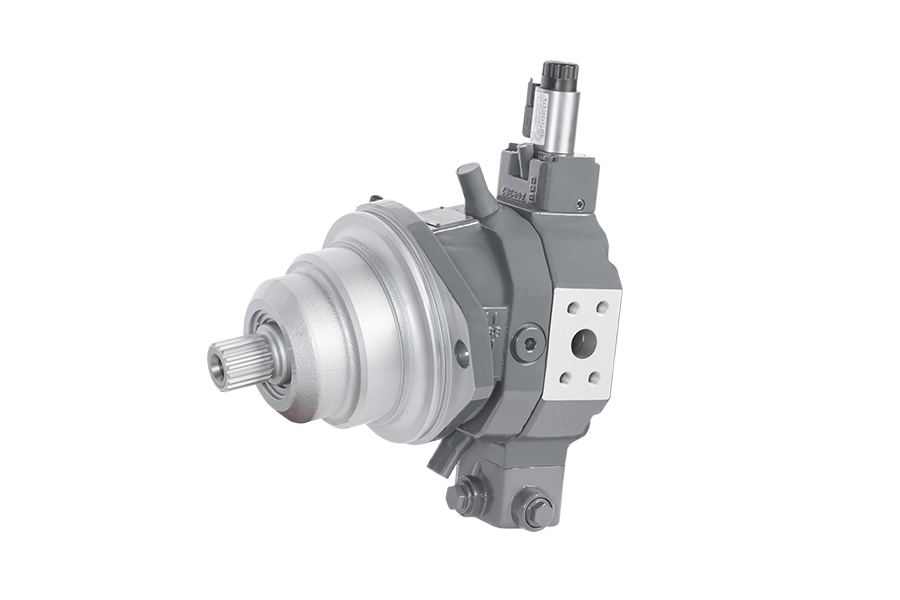
HP6V Offener Kreislauf Pumpe
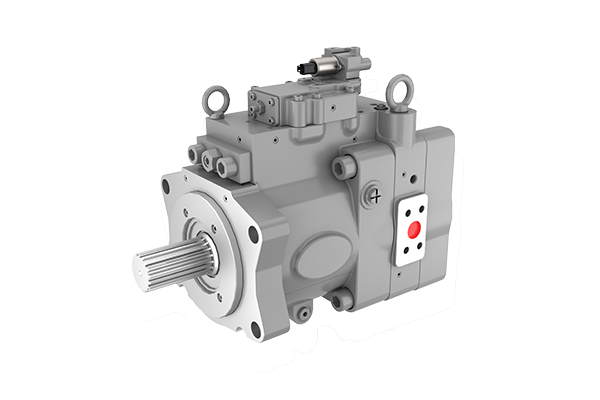
HP3V Offener Kreislauf Doppelpumpe
HP3V-S Offener Kreislauf Doppelpumpe
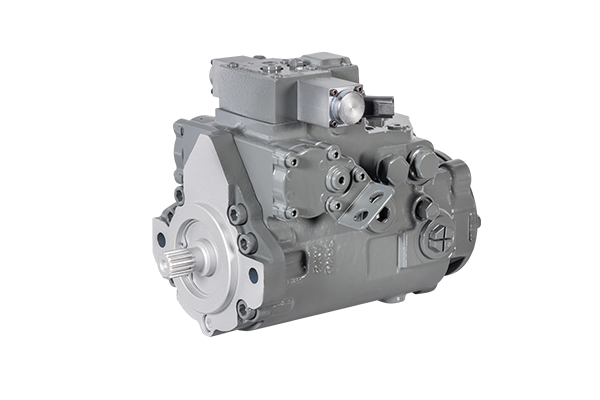
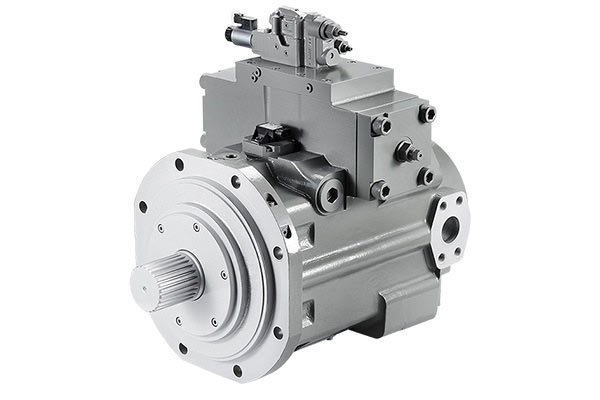
HP3G Pumpe im geschlossenen Kreislauf
V40G Pumpe im geschlossenen Kreislauf
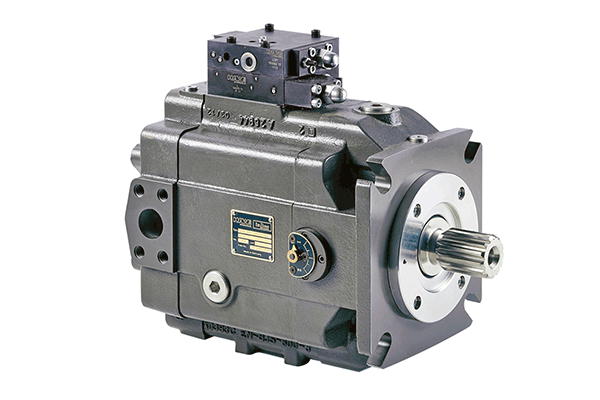
V90N-DT Offener Kreislauf Doppelpumpe
V90N-DP Offener Kreislauf Doppelpumpe
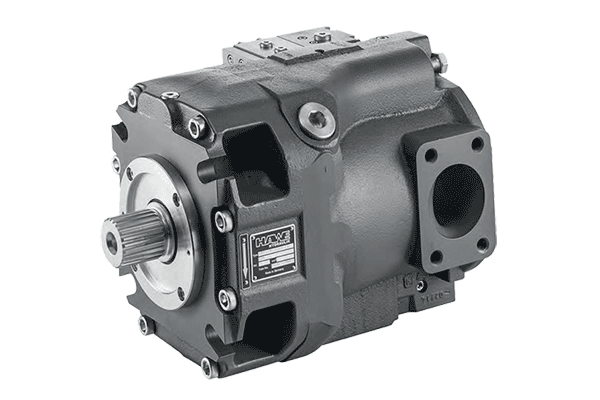
V40D Pumpe im geschlossenen Kreislauf
V40E Pumpe im geschlossenen Kreislauf
V90C Pumpe im geschlossenen Kreislauf
-
InLine-Hochdruckkolbenpumpen
-
-
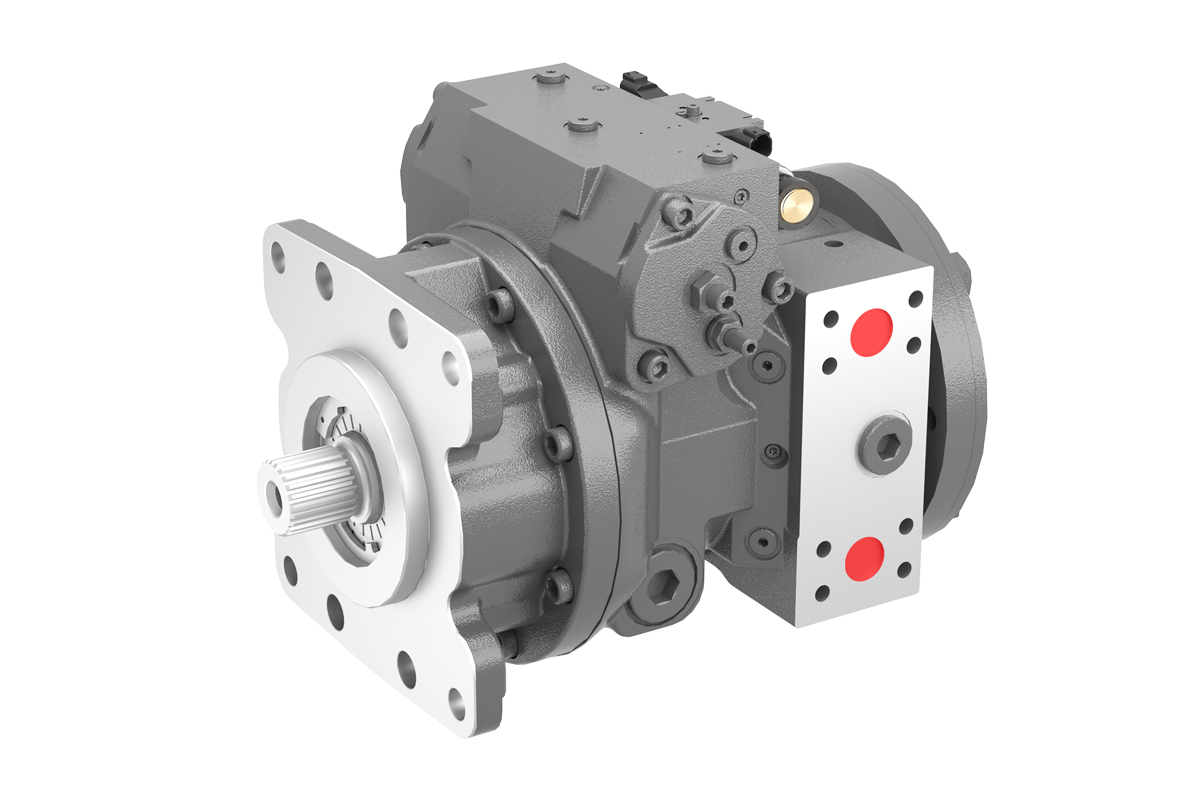
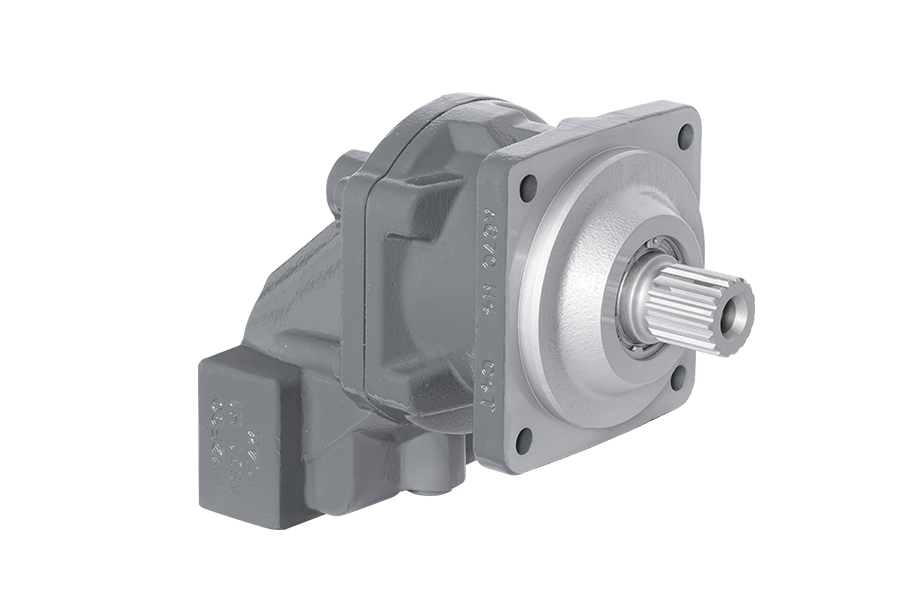
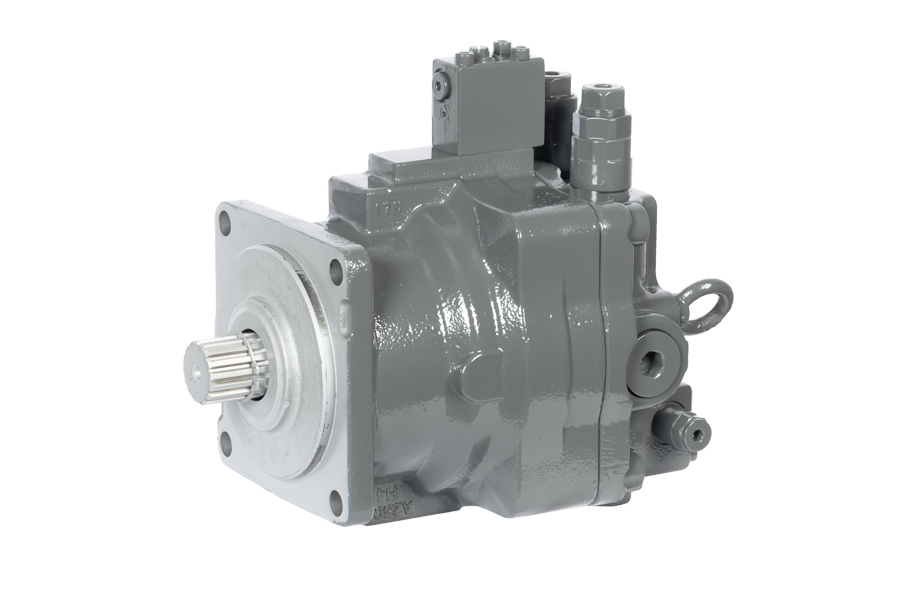
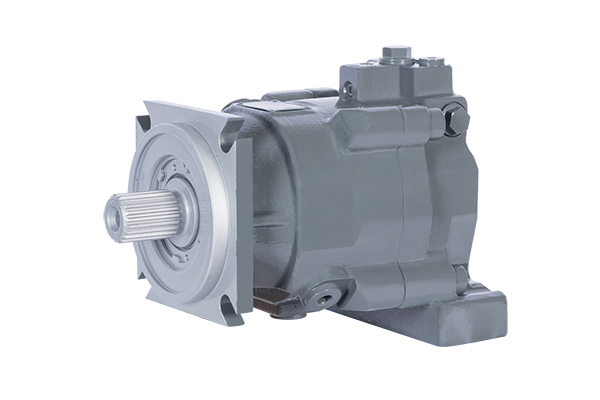
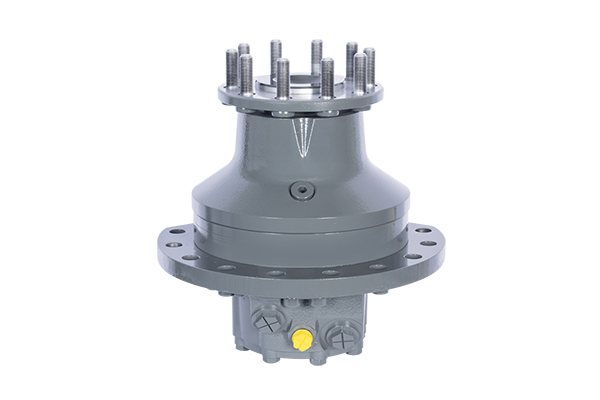
Hydraulikmotoren
-
Feste Motor
-
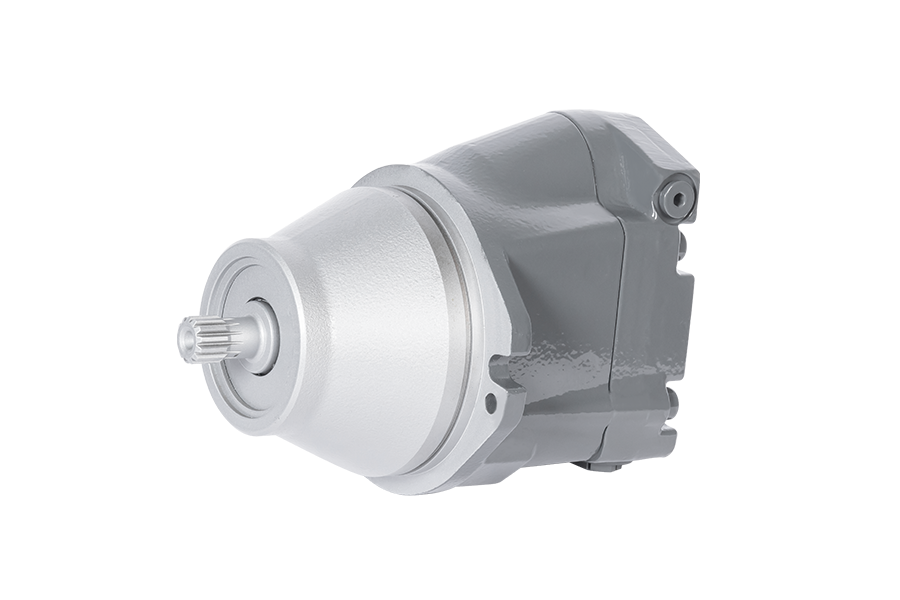
Variabler Motor
-
Radialkolbenmotoren
-
-
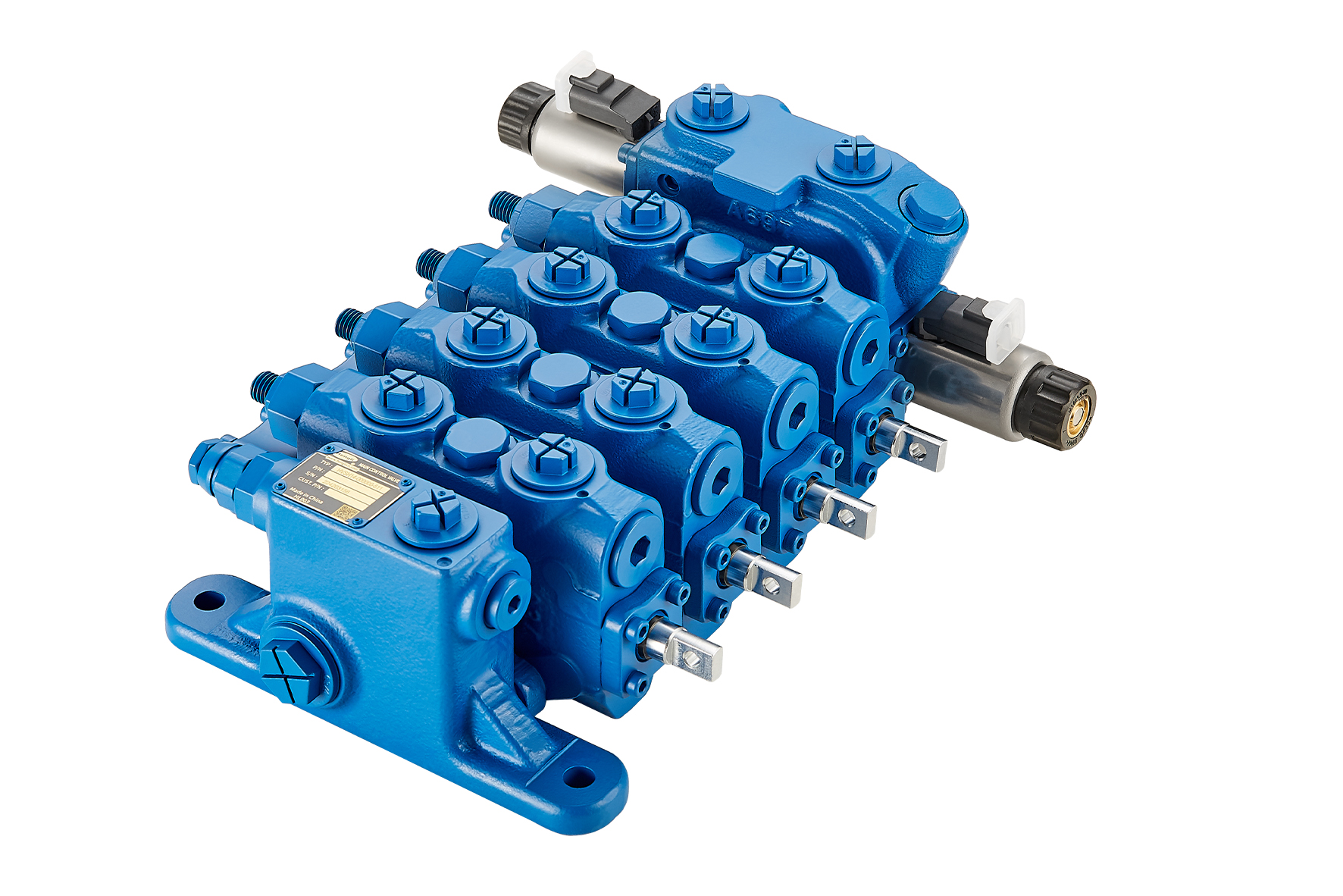
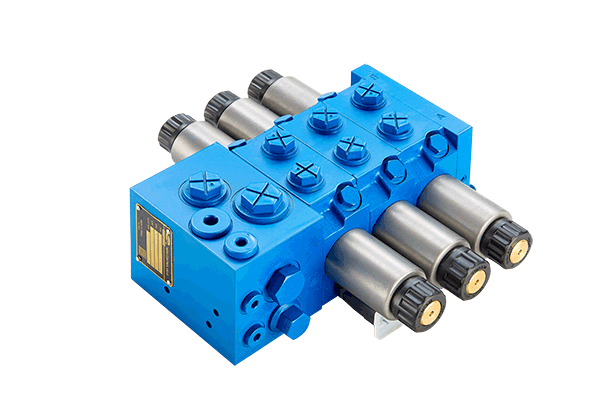
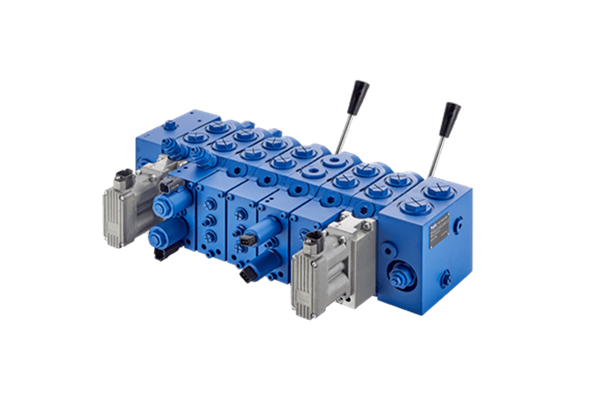
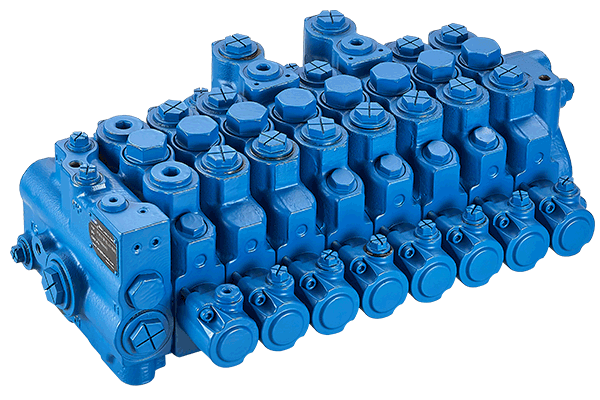
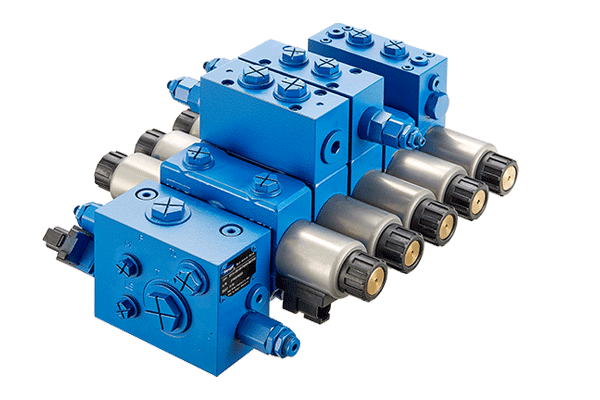
Mobile Steuerventile
-
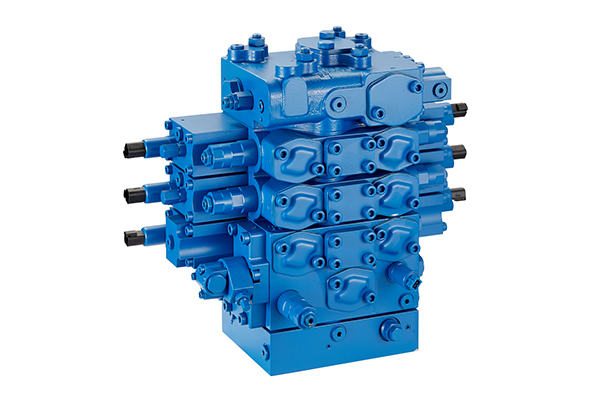
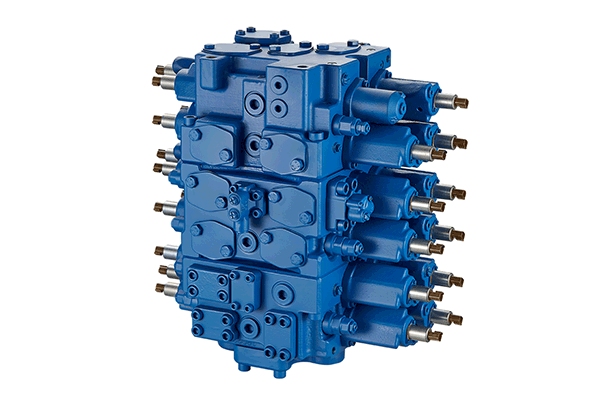
Mehrseitige Steuerventile
-
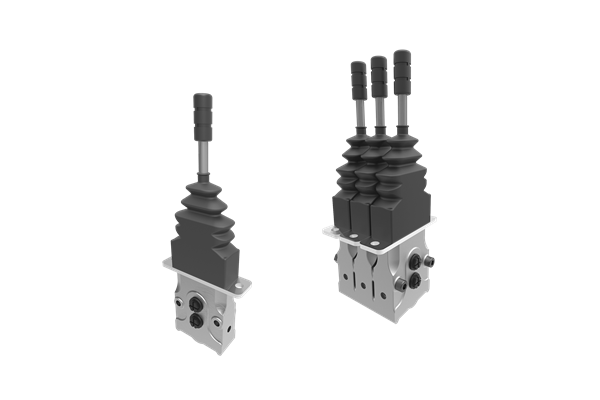
Steuerung des Piloten
-
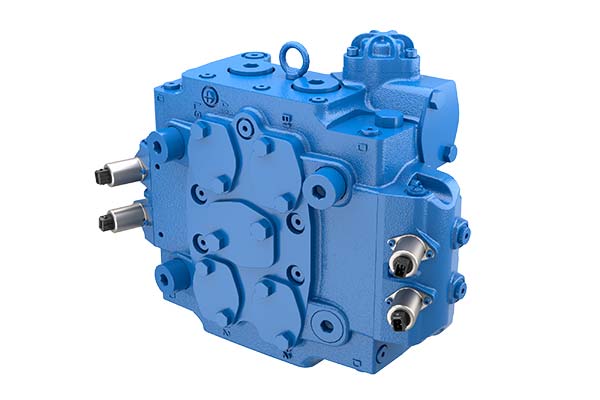
Gegengewichtige Ventile
-
-
Industrieventile
-
-
Patronenventile
-
-
Orbitalmotor
-
HCW/HCG/HCP
-
HSD
-
HCL
-
HSP
-
HVA
-
HRD
-
HCLB
-
HBK
-
HBA
-
-
Elektronische Steuerung
-
-
Hydrauliksysteme
-
Offshore Hydrauliksystem
-
Schwerindustrie Hydraulisches System
-
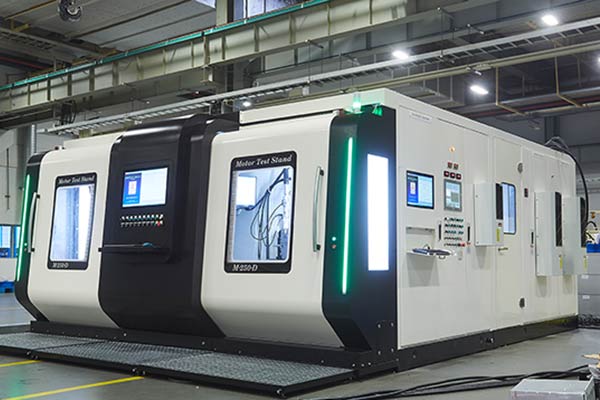
Prüfstände
-
-
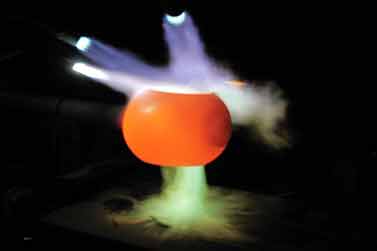
Hochpräzise Gussteile
-
-
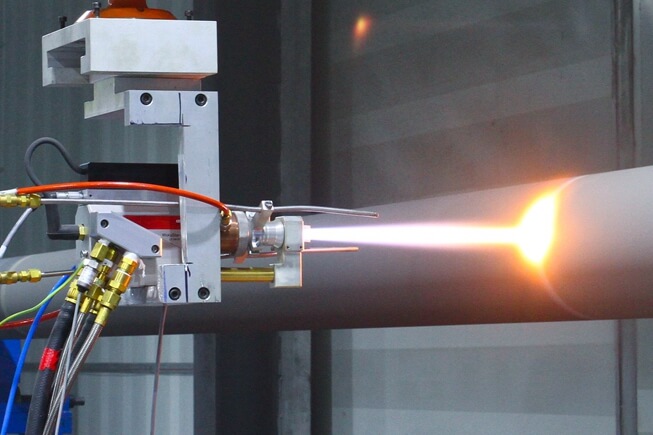
Thermisches Spritzen
-
-
-
Anwendungen
-
Mobile Maschinen
-
Maschinen und Anlagen
-
Materialumschlag
-
-
Landmaschinen
-
Industrielle Entwicklung
-
Metallurgical Die Casting
-
-
-
-
-
-
Meerestechnik
-
Offshore-Ausrüstung
-
Offshore Platform
-
Port Machinery
-
-
Energie Technologie
-
Gewinnung von Öl und Gas
-
Neue Energie
-
-
Tunnelbohrmaschine
-
Ausrüstung für Tunnelbau
-
Verstärkung des Tunnels
-
-
-
Über Hengli
-
Nachrichten
-
Service
-
Globale Standorte



 Kontakt
Kontakt Produktvorteile
Produktvorteile
 Technische Daten
Technische Daten