
-
Prodotti
-
-
 Macchine mobili
Macchine mobili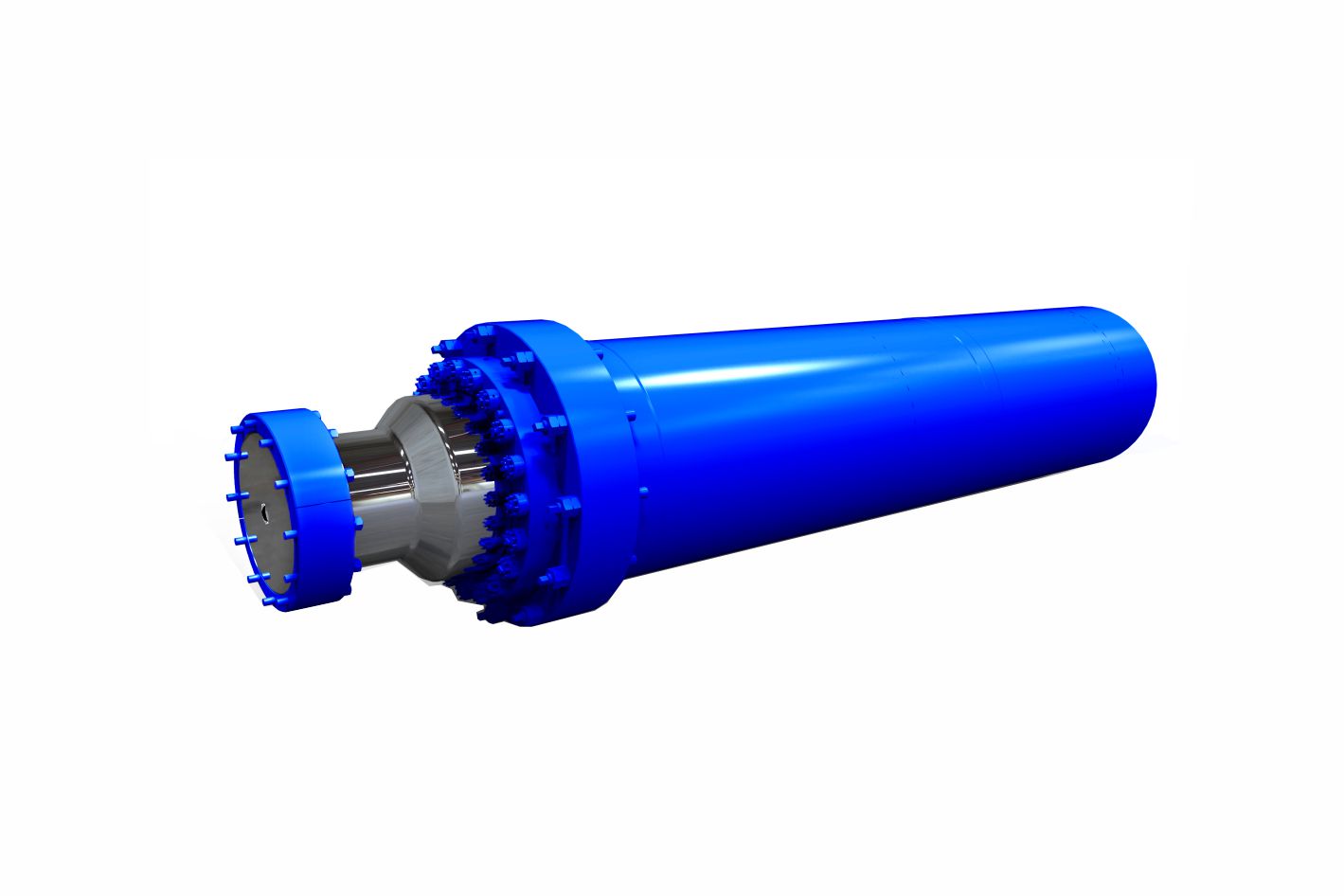 Meccanismi industriali
Meccanismi industriali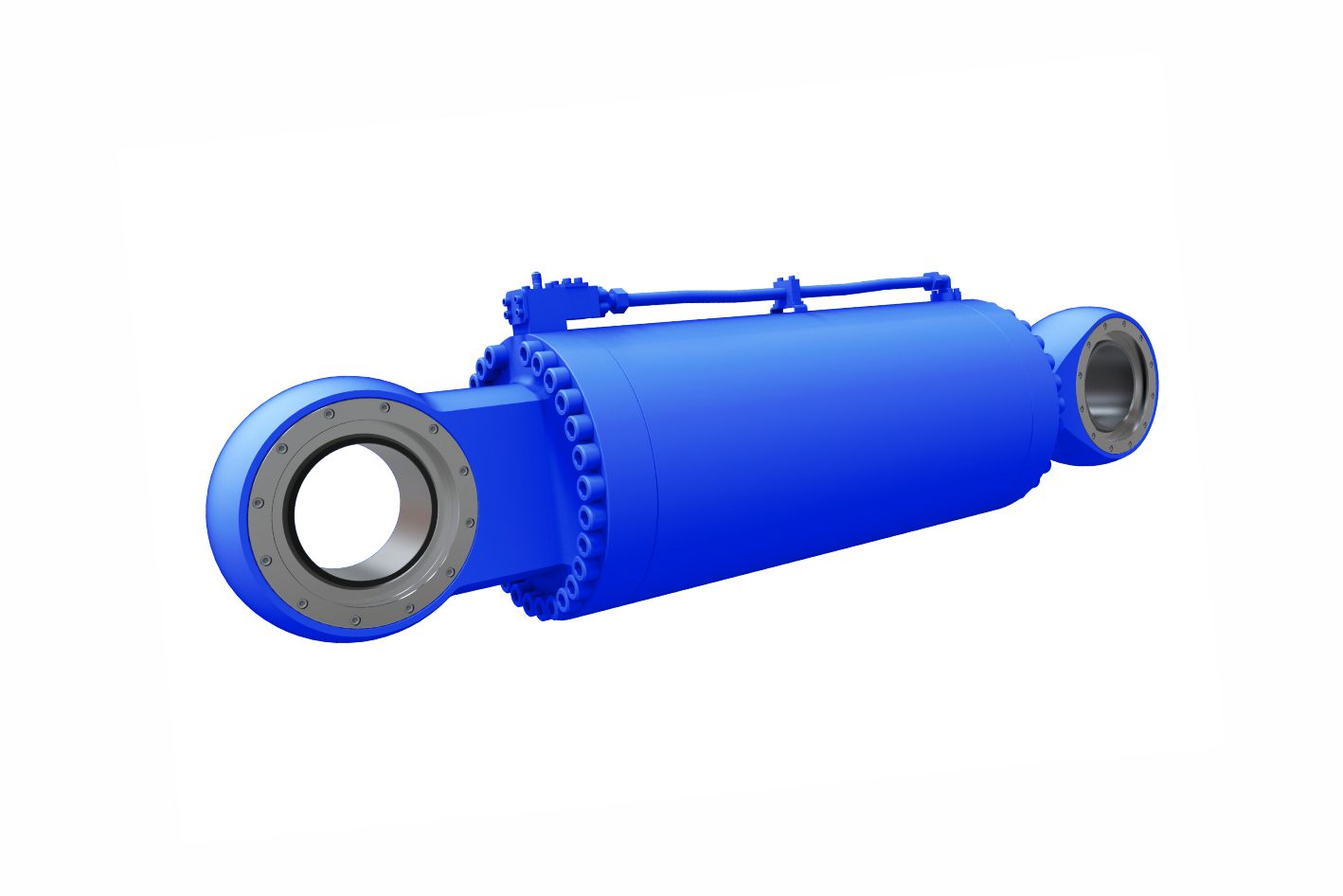 Cilindri offshore
Cilindri offshore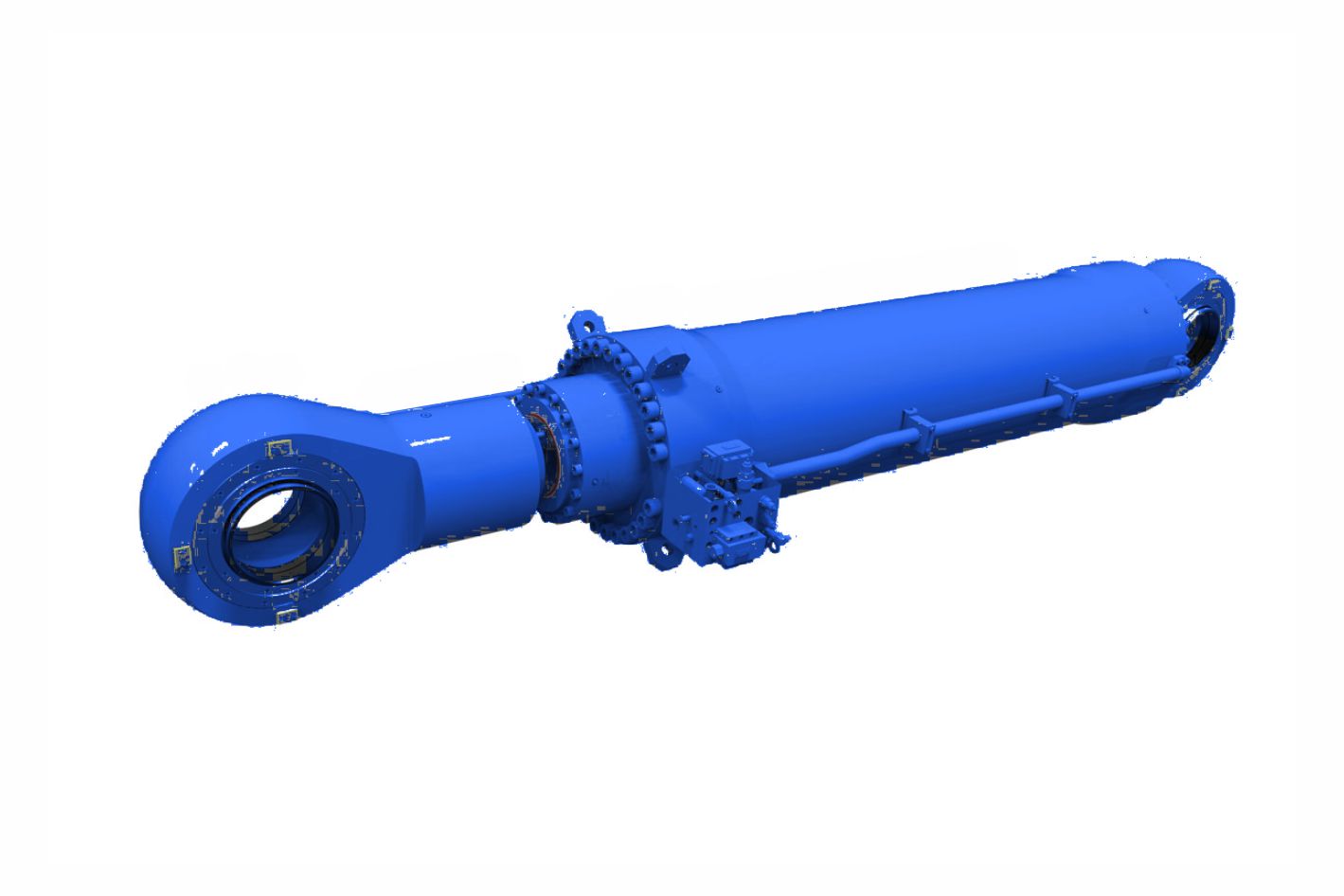 Cylon di tecnologia energetica
Cylon di tecnologia energetica Cilindri per tubi a perforazione
Cilindri per tubi a perforazione
-
-
-
-
-
-
-
-
-
-
Impianto idraulico offshoreImpianto idraulico per l'industria pesante
-
-
-
-

















 Valvola direzionale
Valvola direzionale 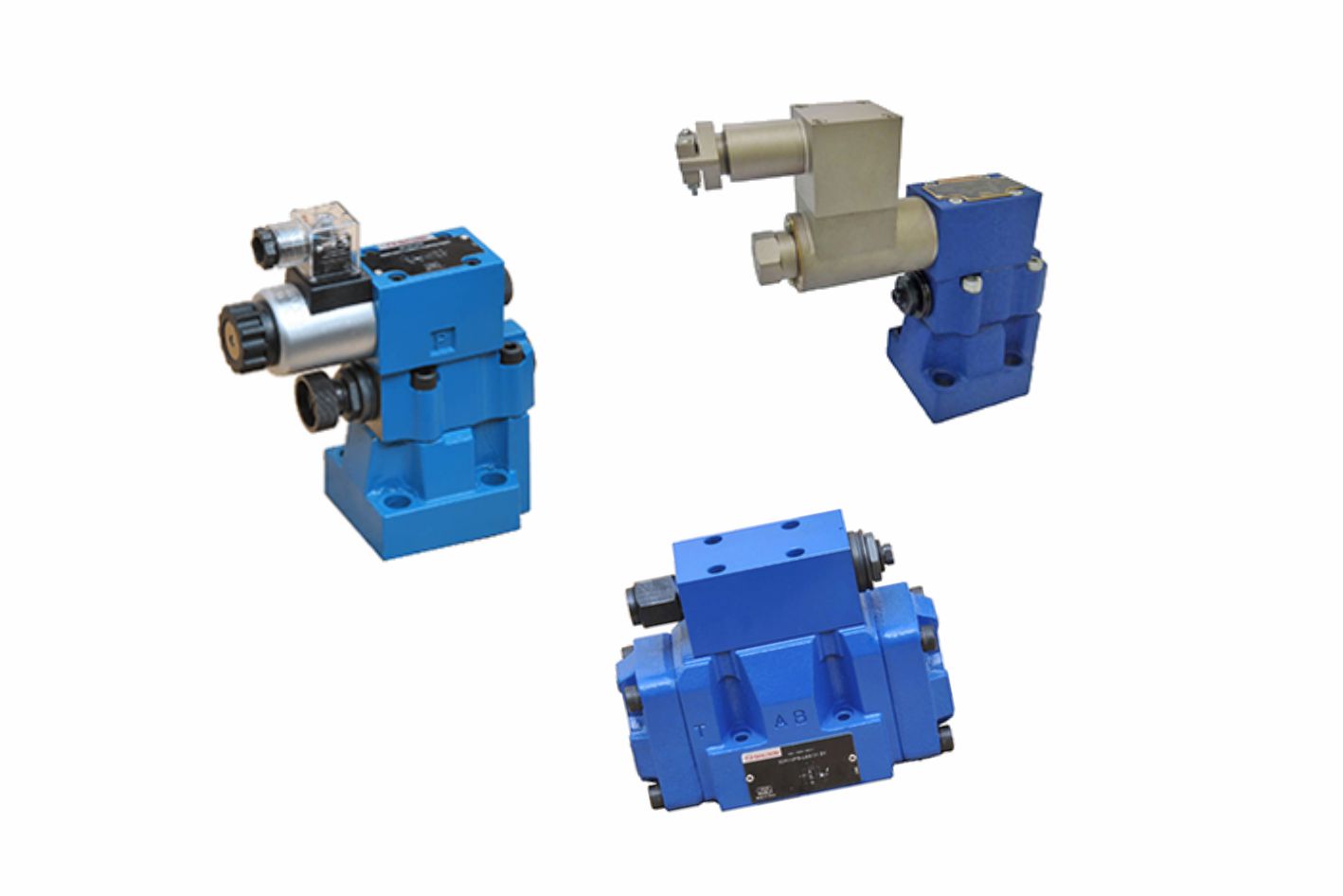 Valvola di pressione
Valvola di pressione  Valvola di flusso
Valvola di flusso 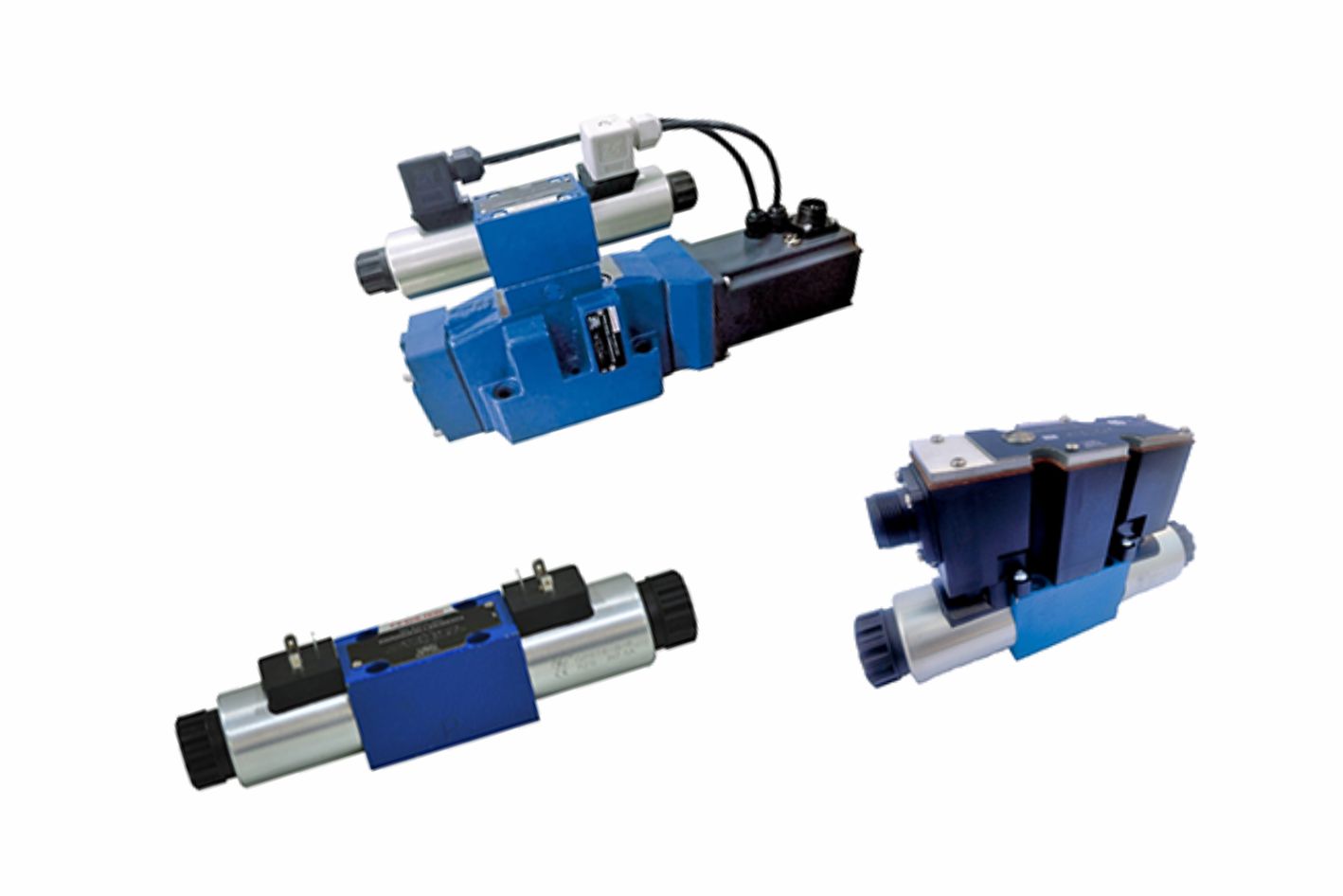 Valve proporzionale/Servo
Valve proporzionale/Servo  Valvola a cartuccia
Valvola a cartuccia  Altri
Altri  Elettrovalvole di commutazione
Elettrovalvole di commutazione  Elettrovalvole proporzionali
Elettrovalvole proporzionali  Valvole di pressione
Valvole di pressione  Valvole direzionali
Valvole direzionali  Valvola di flusso
Valvola di flusso  Valvole logiche
Valvole logiche 






































-
Prodotti

-
Cilindri idraulici
-
Macchine mobili
-
Meccanismi industriali
-
Cilindri offshore
-
Cylon di tecnologia energetica
-
Cilindri per tubi a perforazione
-
-
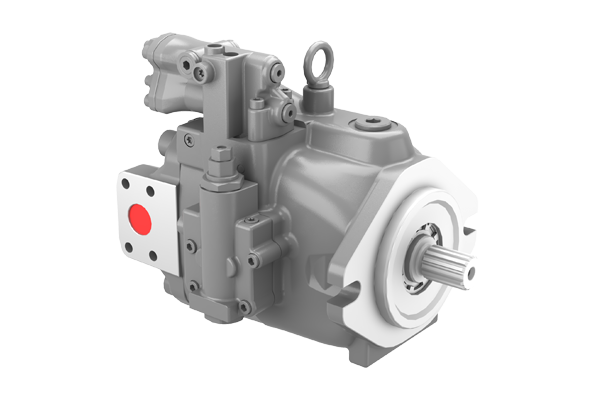
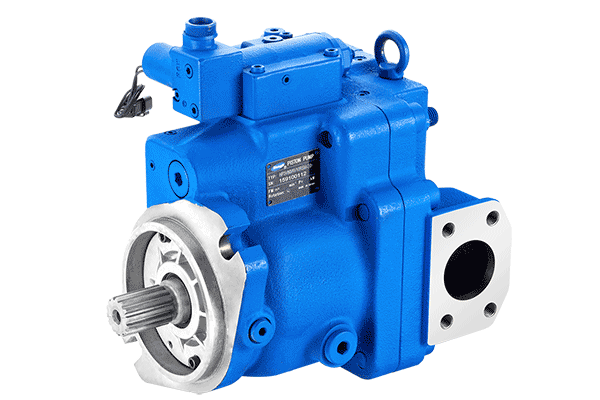
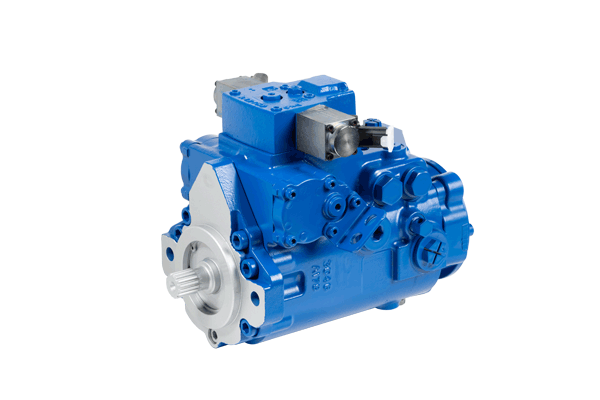
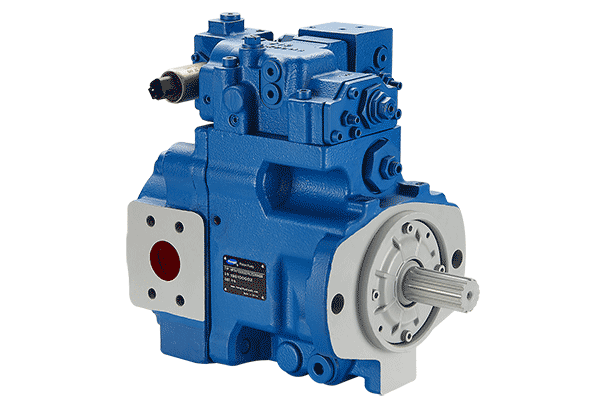
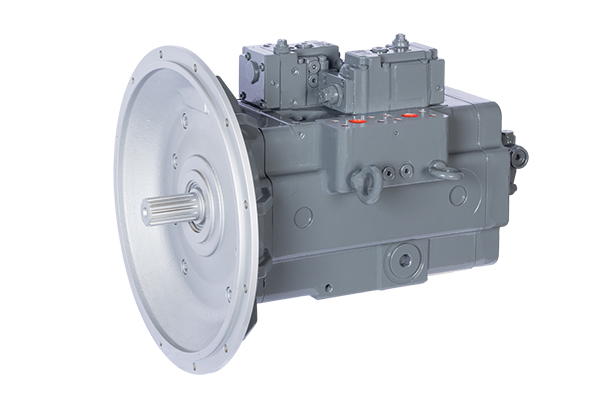
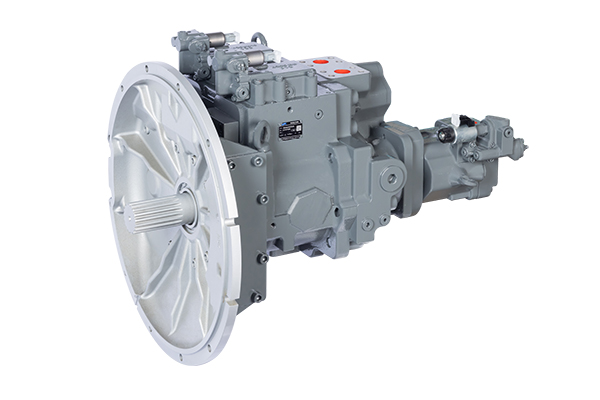
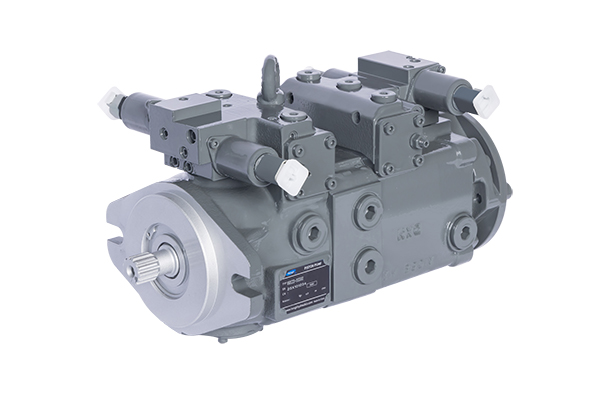
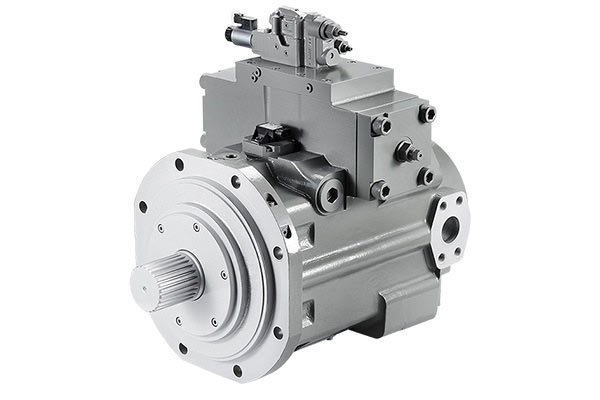
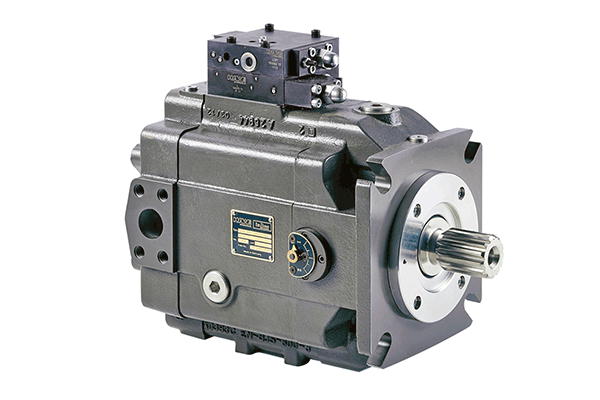
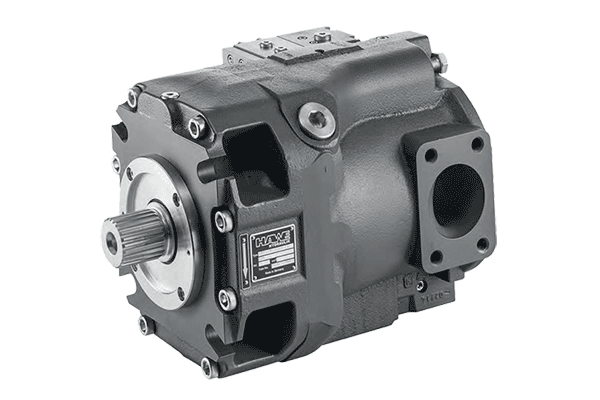
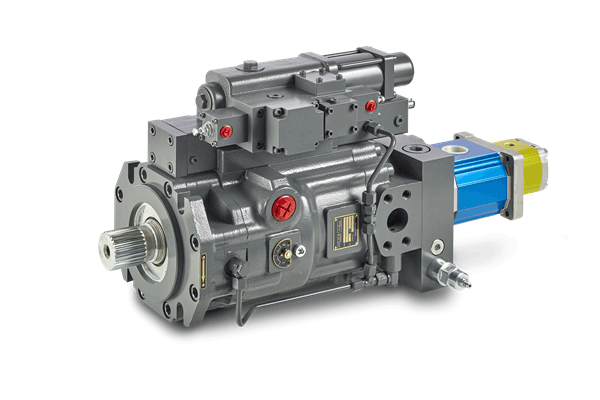
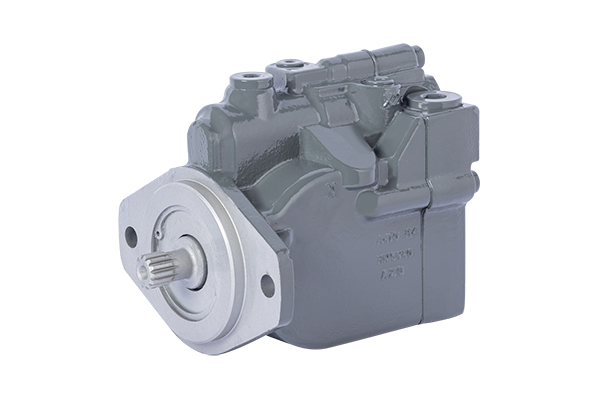
Pompe idrauliche
-
Pompe a pistone Hengli
-
Pompa a pistoni assiali
-
-
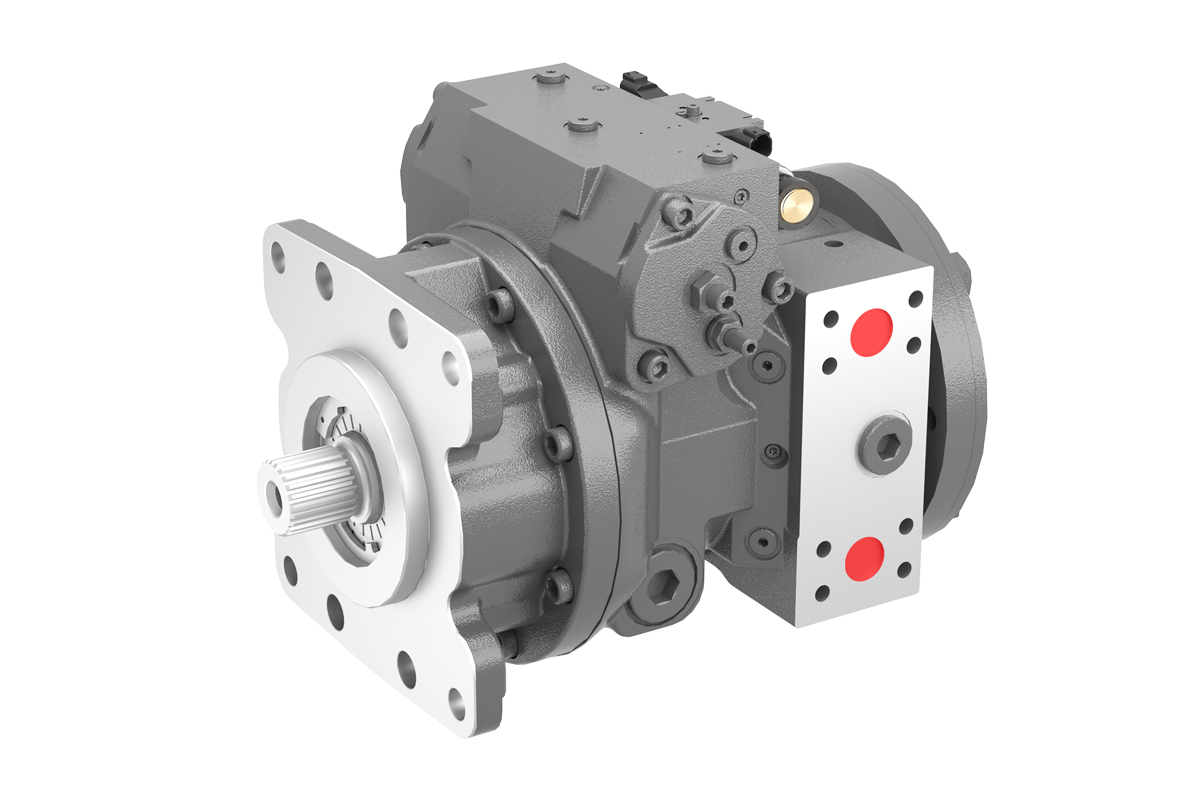
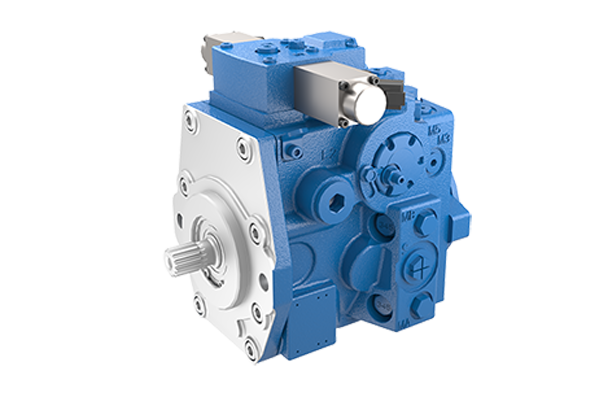
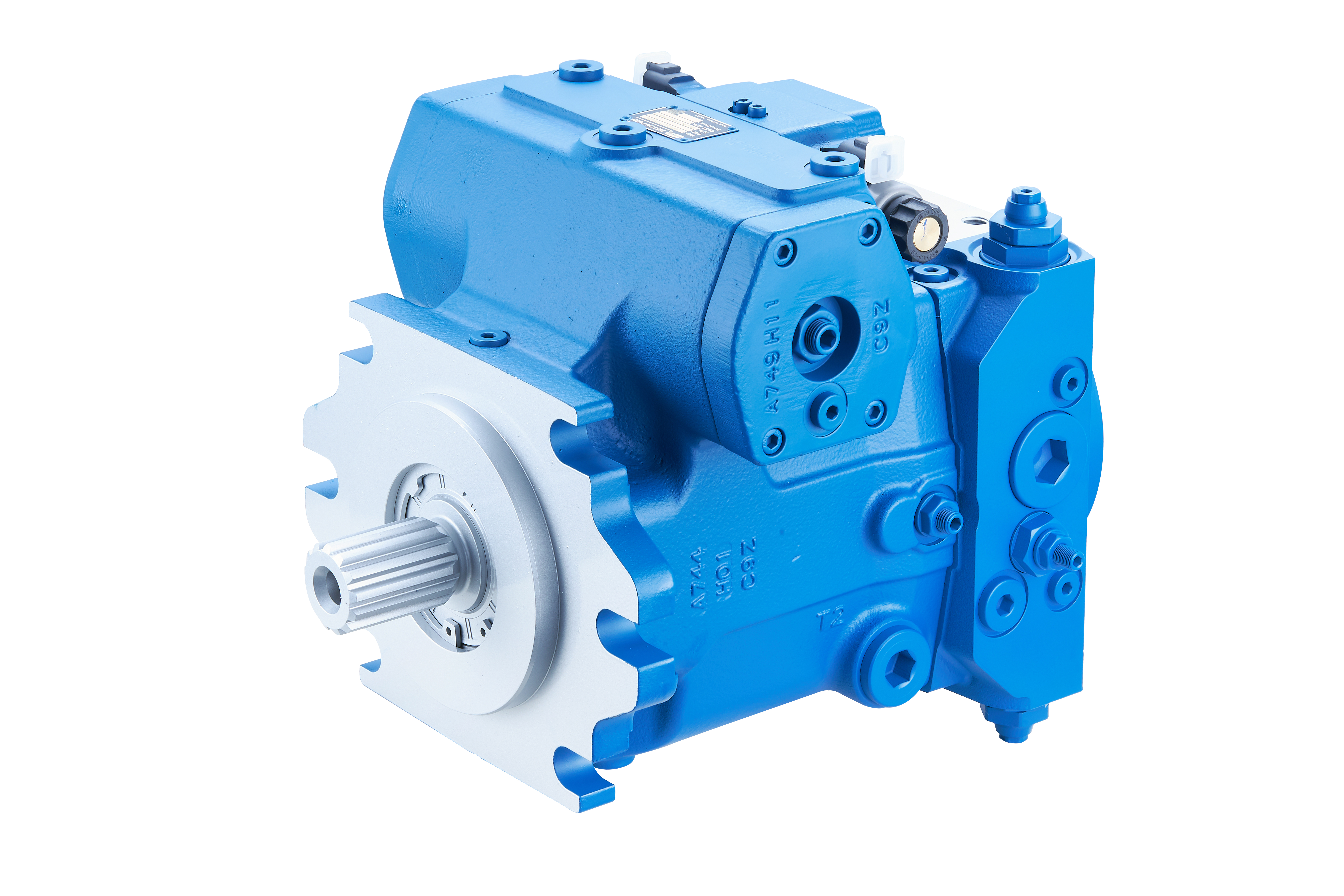
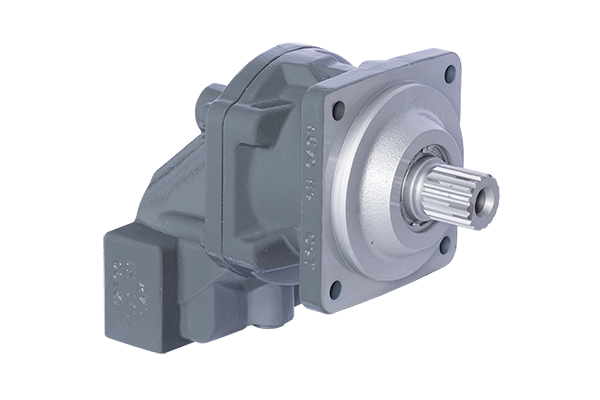
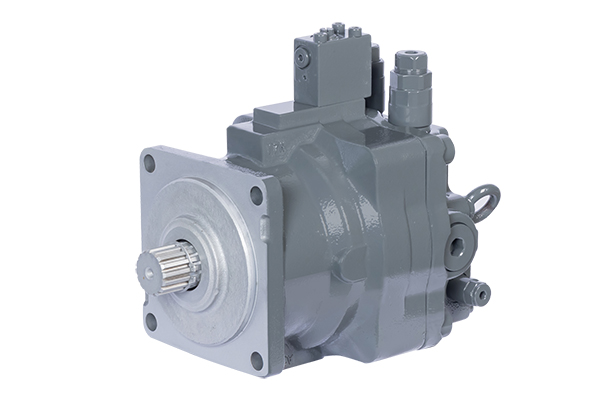
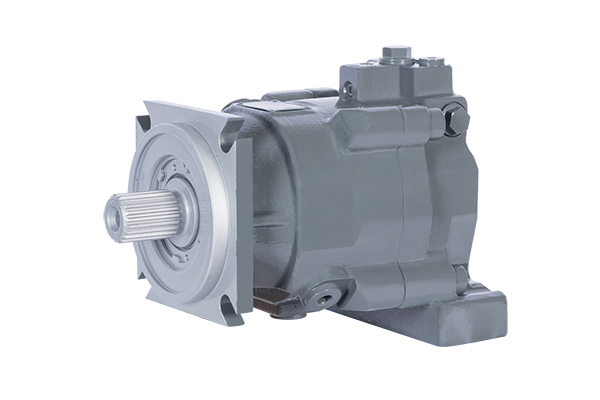
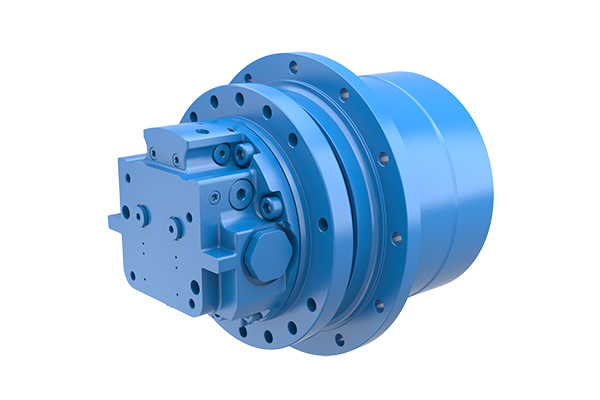
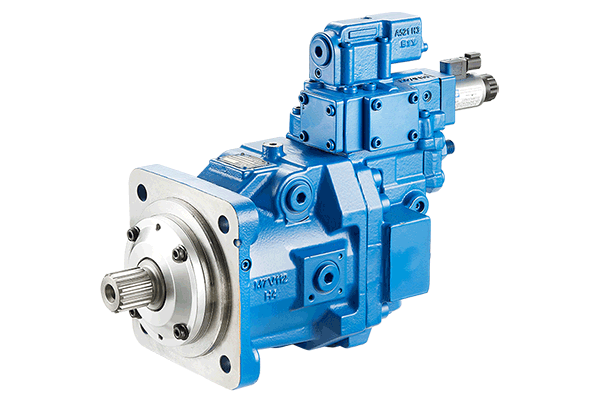
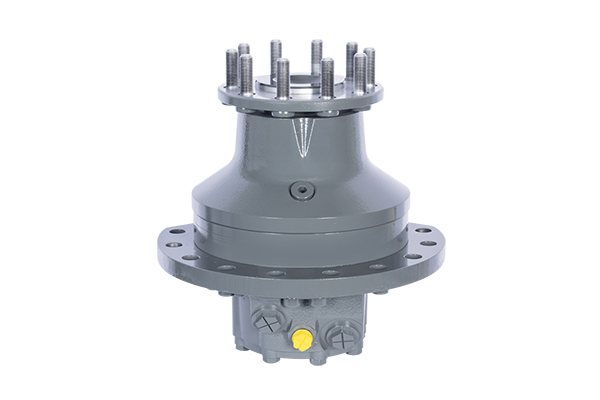
Motori idraulici
-
Motore fisso
-
Motore variabile
-
Motori a pistoni radiali
-
-
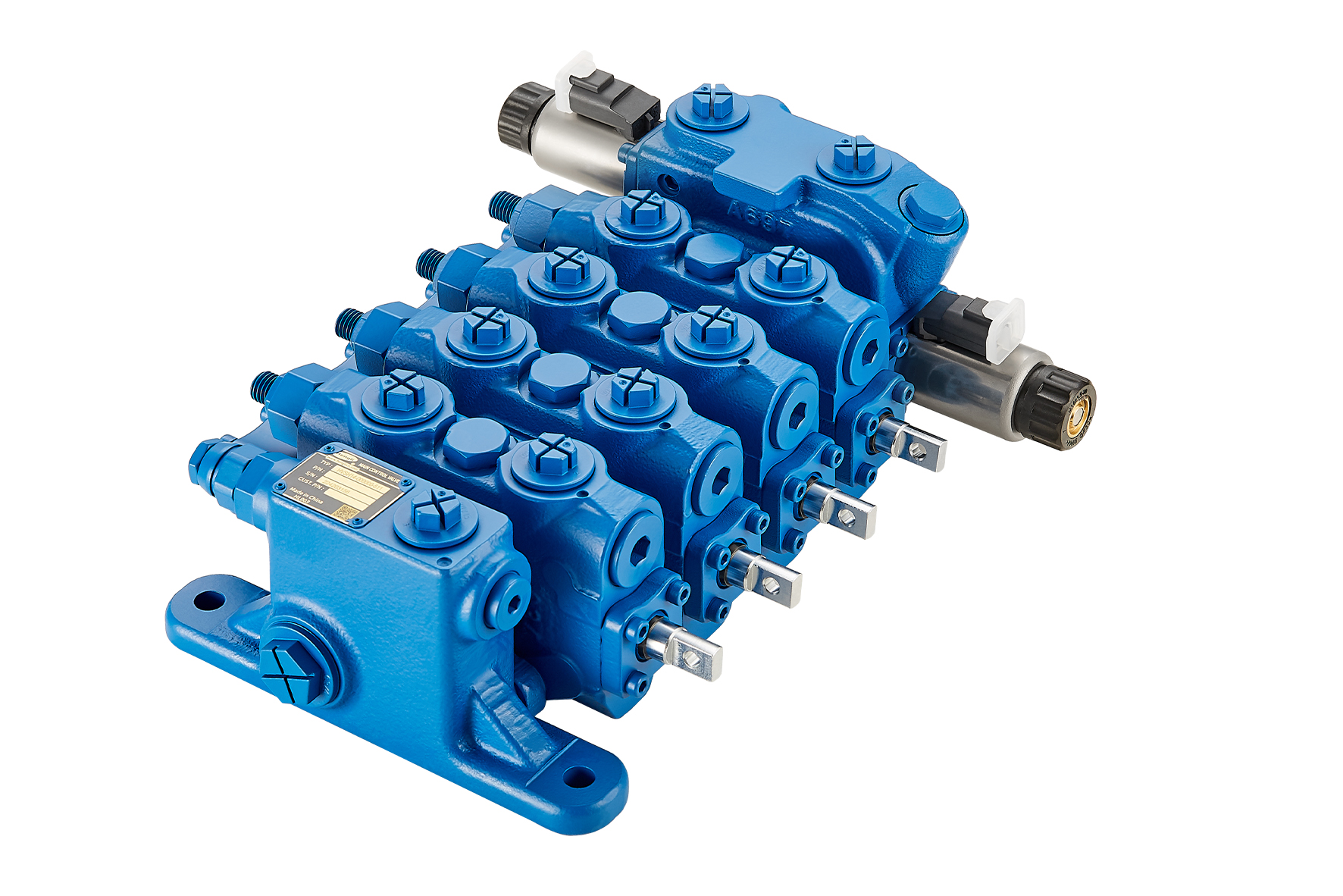
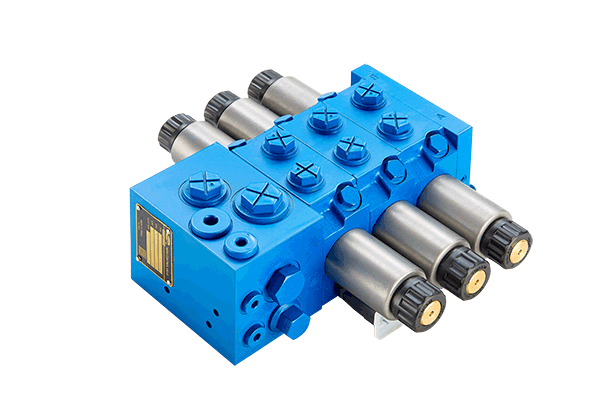
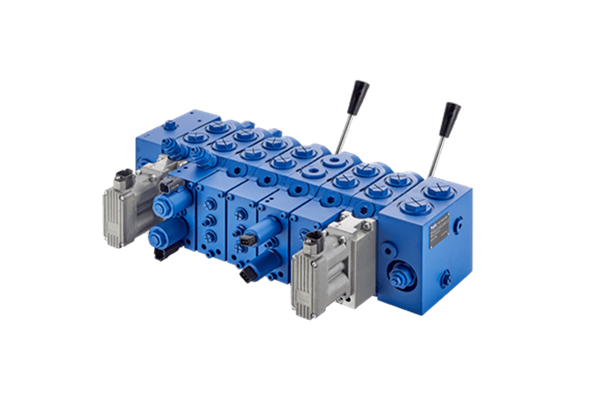
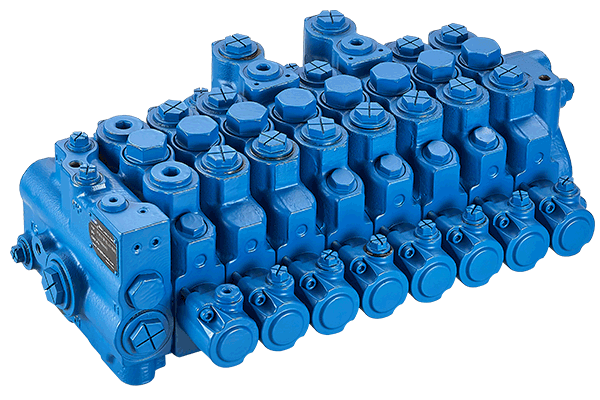
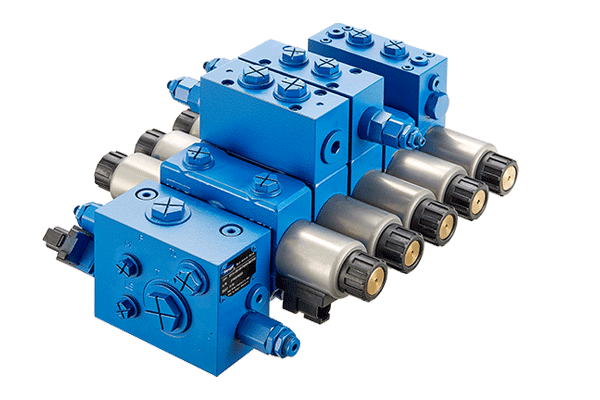
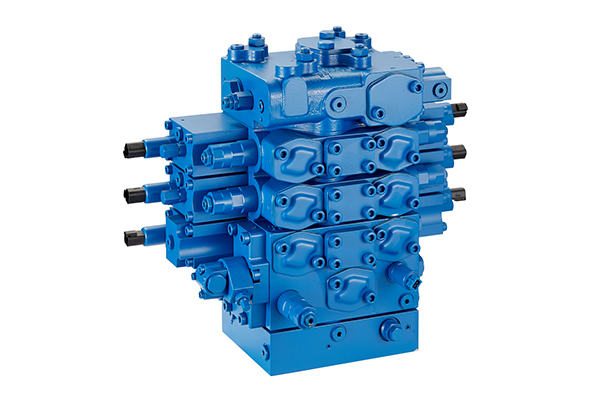
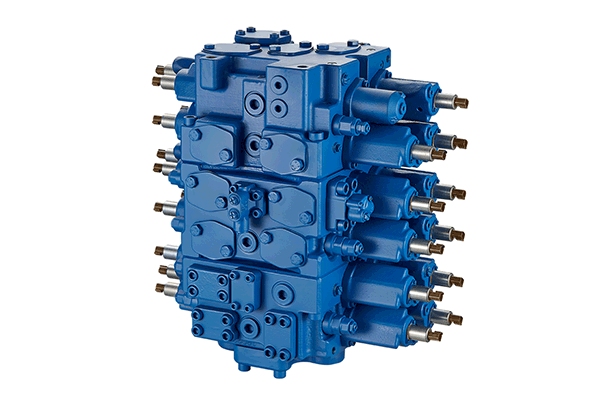
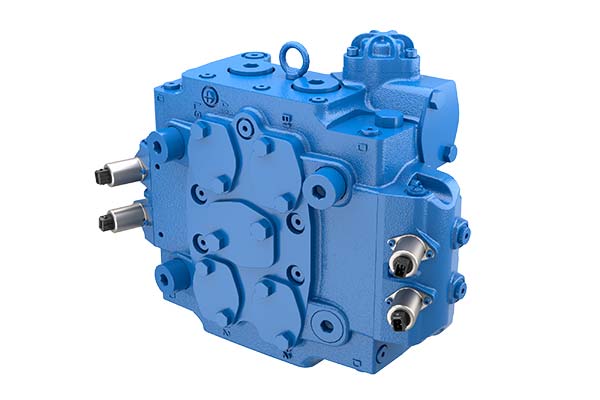
Valvole di controllo mobile
-
Valvole di controllo multivie
-
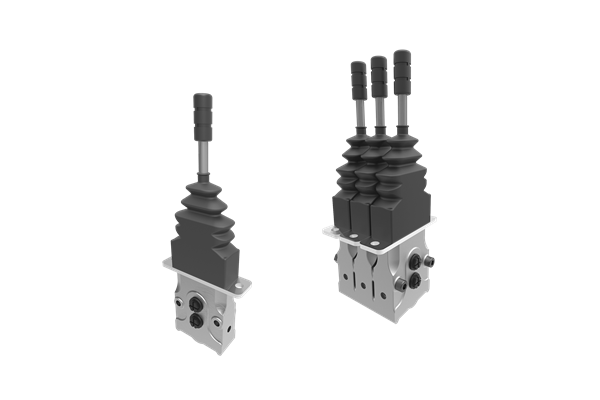
Controllo pilota
-
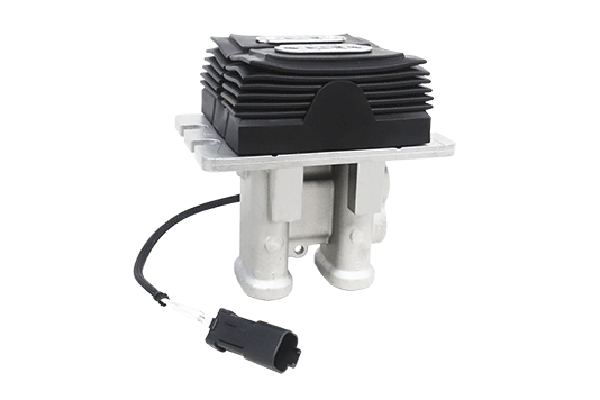
Motion Control valve
-
-
Valvole idrauliche industriali
-
-
Valvole a cartuccia
-
-
Orbital Motor
-
HCW/HCG/HCP
-
HSD
-
HCL
-
HSP
-
HVA
-
HRD
-
HCLB
-
HBK
-
HBA
-
-
Controllo elettronico
-
-
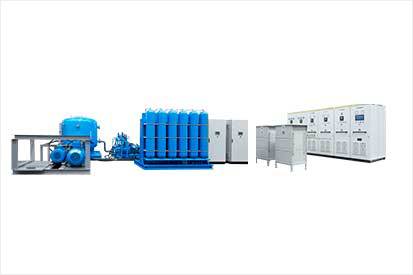
Sistemi idraulici
-
Impianto idraulico offshore
-
Impianto idraulico per l'industria pesante
-
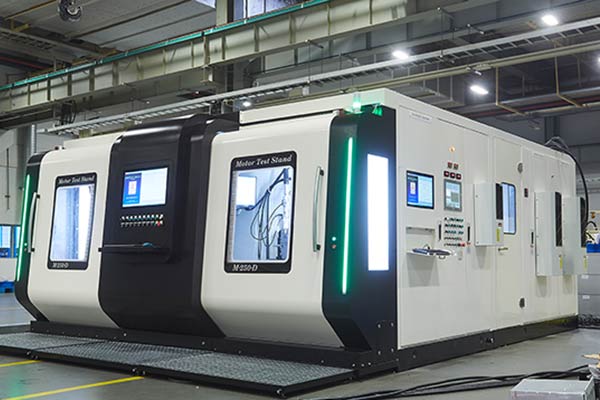
Banco prova idraulico
-
-
Fusione di alta precisione
-
-
Spruzzo termico
-
-
-
Applicazioni
-
Macchine mobili
-
Macchine per la costruzione
-
Gestione dei materiali
-
-
Macchine Agricole
-
Ingegneria industriale
-
Metallurgical Die Casting
-
-
-
-
-
-
Ingegneria oceanica
-
Ingénierie océanique
-
Piattaforma offshore
-
Macchine portuali
-
-
Tecnologia energetica
-
Estrazione di petrolio e gas
-
Nuova Energia
-
-
Tunnel Boring Machine
-
Apparecchiature di tunnel
-
Rafforzamento del tunnel
-
-
-
Chi siamo
-
Notizia
-
Servizio
-
Siti globali



 Contatto
Contatto Vantaggi del prodotto
Vantaggi del prodotto
 Specifiche tecniche
Specifiche tecniche